ヒストグラムと正規分布Ⅱ(*・ω・*)b♪ [統計学]
ヒストグラムと正規分布についてのお話その2でございます.....φ(・ω・*)カキカキ
前回お話したとおり、大数の法則と中心極限定理というえら~い人たちが発見した定理によって、n数を増やしていけばどんな事象も正規分布になることが証明されています。
んで標準偏差なんかを使った品質統計のいろいろな分析は正規分布していることが前提で、そうでないデータを使ってやってもそのデータ集団の本来の姿を推測することができないって話なんだけど、それってホントなの?って話ですよね?
そもそも統計的推測はどこまで行っても推測だし、疑いだすとキリがないもんです。(`・ω・´)ノ
でも何の検証もせずにバカ正直に信用しちゃったところで間違っちゃってたらお話になりません。
だってこういう統計を使ってお客さんに「こういうデータ分布になってます。工程能力も十分なんで抜き取り検査で大丈夫です。(*・ω・*)b♪」って説明しといて、いざ不良品が流れたりしたらさぁ大変Σ( ̄□ ̄;)
なので、一度はしっかりと検証してみることが大切です。
と言うことで僕なりに検証してみました(*・ω・*)b♪
まず、前回使ったn4800のデータからランダムに15個、75個、600個と抜き取りヒストグラムを作成していきます。
まずはランダムにデータを方法から.....φ(・ω・*)カキカキ
でも最初にごめんなさいm(__)m 僕のPCのエクセルは古いので最新のを使ってる方は下画像とはコマンドの出し方が違います。
でもやることは一緒なんでご勘弁を( ̄Д ̄)ノ
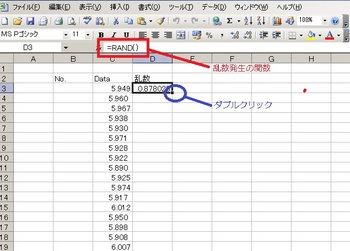
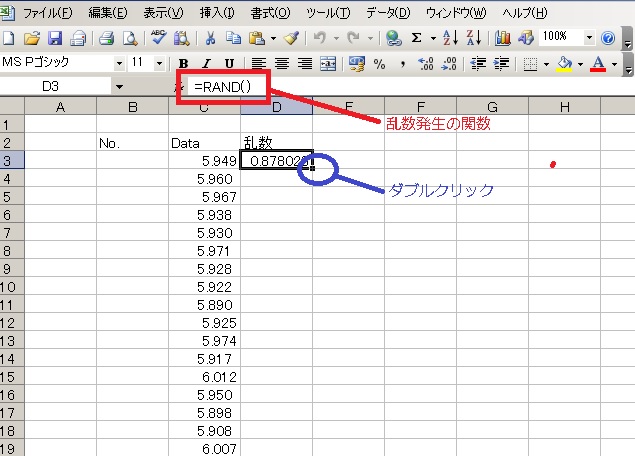
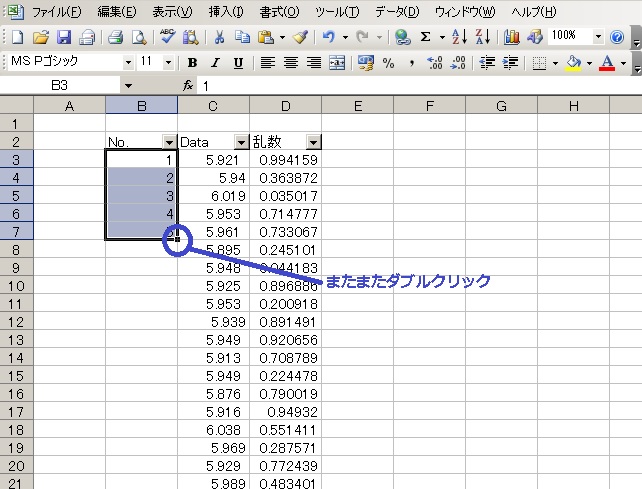
データの隣に乱数(ランダムな数字)を発生させる関数を入れて○の所にマウスポイント(矢印)を持っていきます。矢印が黒色の十字になったらダブルクリック(*・ω・*)b♪
これで全てのデータの隣に乱数が発生します。
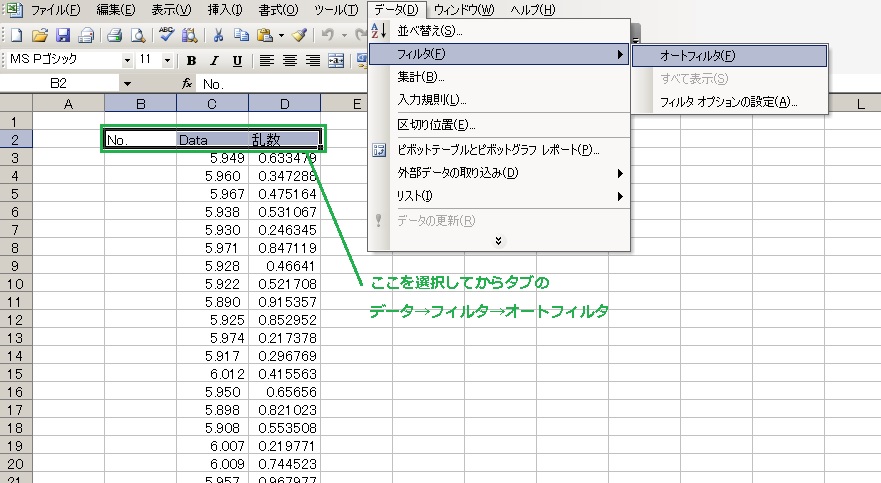
お次はオートフィルタ!
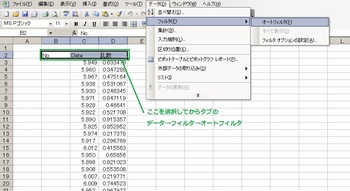
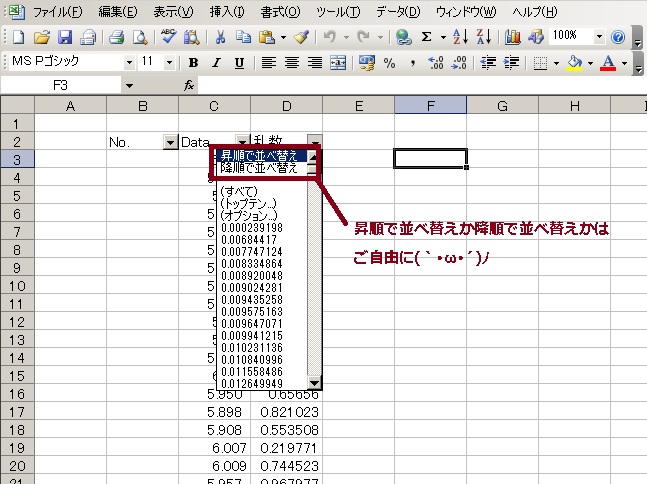
更にオートフィルタで出た▼を乱数の列で選択して
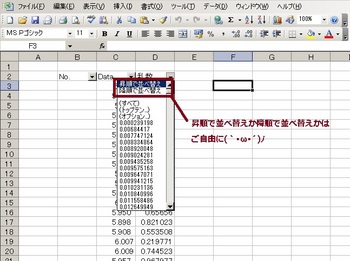
これでデータはランダムに並び替えられました(`・ω・´)ノ
あとはデータ数がわかりやすくなるようデータの隣にナンバリングします。
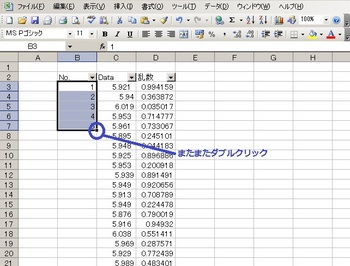
これでデータを抜き取る準備は完了。
あとは必要個数のデータを参照して、前回のやり方でヒストグラムを作成していきます(*`σェ´*)フムフム
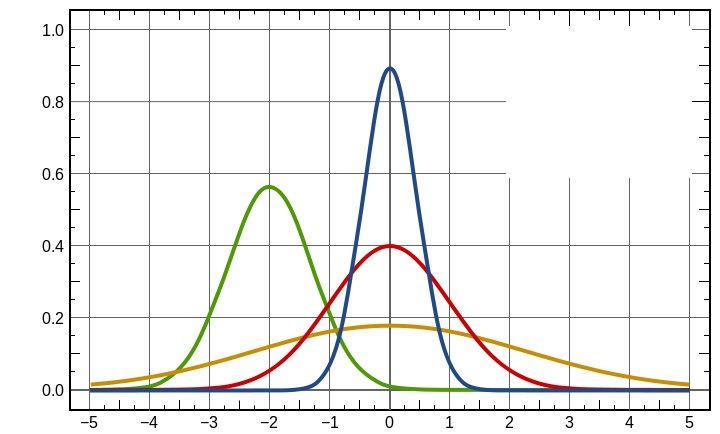
ではまず正規分布の見本を見てください
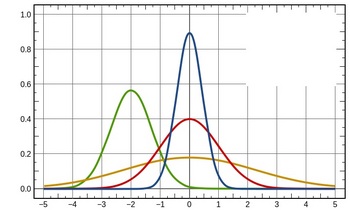
これらはいずれも代表的な正規分布の形です(`・ω・´)ノ
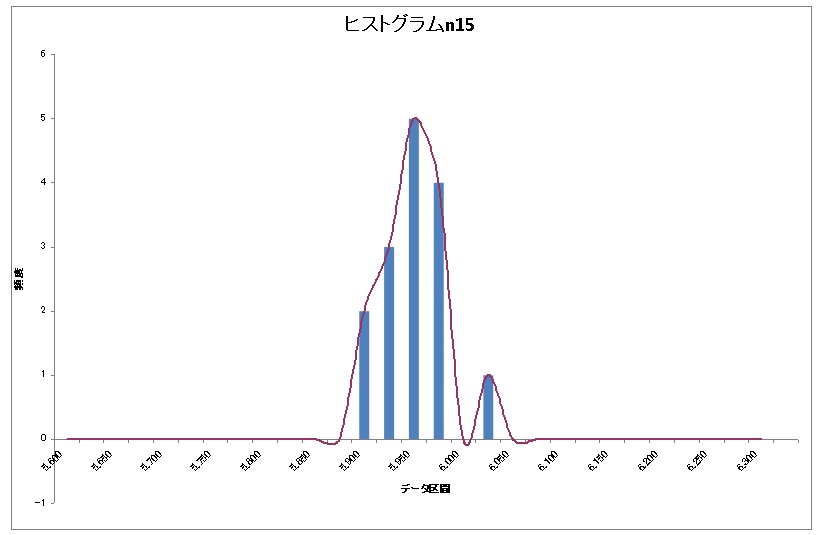
お次はn15のヒストグラム
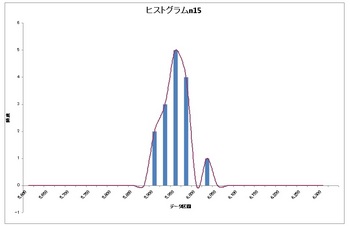
上の正規分布と比べるといびつな形ですね( ̄◇ ̄;)
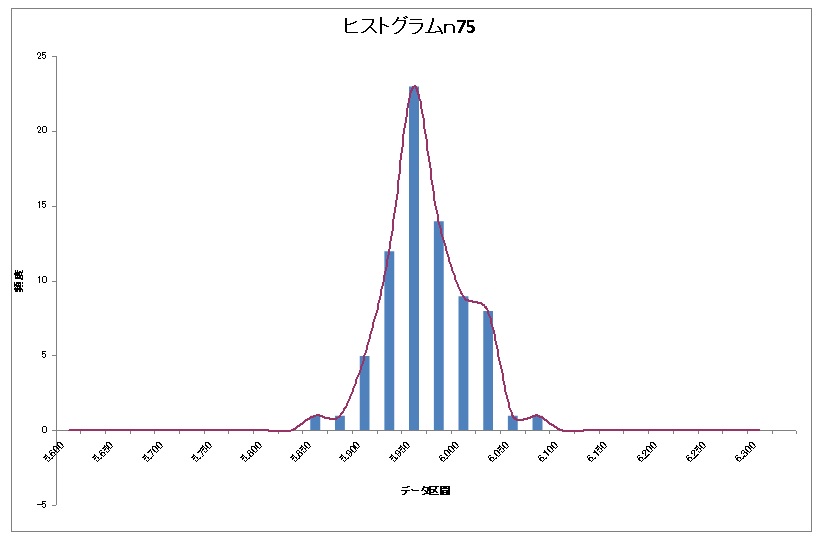
次はn75!!
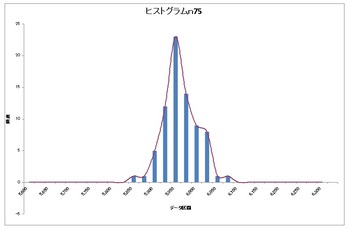
まだちょっと違う(*`σェ´*)
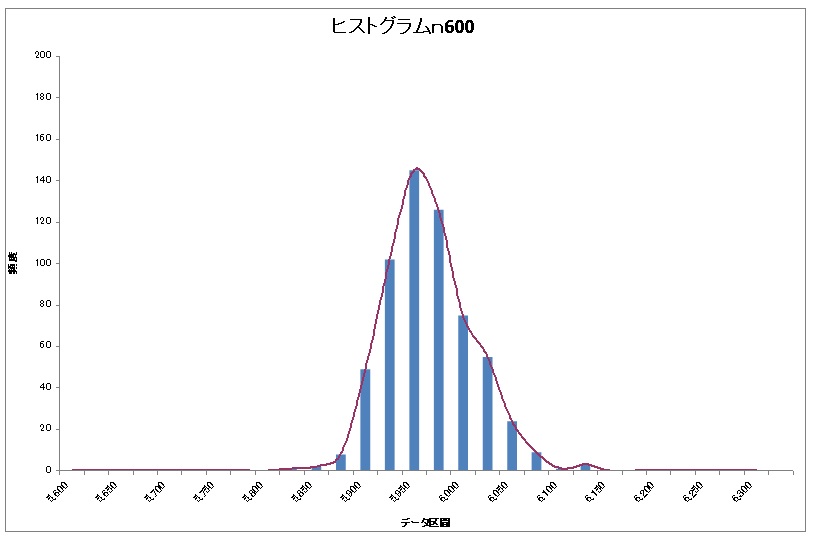
次はぶっ飛んでn600!!!
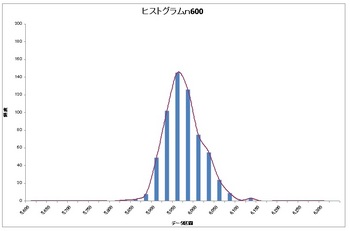
見本にした正規分布の緑と青の中間ってところかな?
ここまでくるとn600では十分正規分布しているといっていいと思います(*・ω・*)b♪
今回は極端な例でn数をぶっ飛ばしてn600としましたが、n75でもまぁまぁ正規分布に近づいていたので実際はn100とか150でいいと思います。
お次はそのあたりを数字で検証してみますね(*・ω・*)b♪
まずヒストグラムを作ったのと同じデータを使ってn数別に標準偏差と工程能力指数を算出して一覧化しました(*`σェ´*)

平均、標準偏差、Cpk、いずれの値もn150を超えるまではnを増やすたびに大きく変化していますが、150以降は変化が緩やかになります。(`・ω・´)ノ
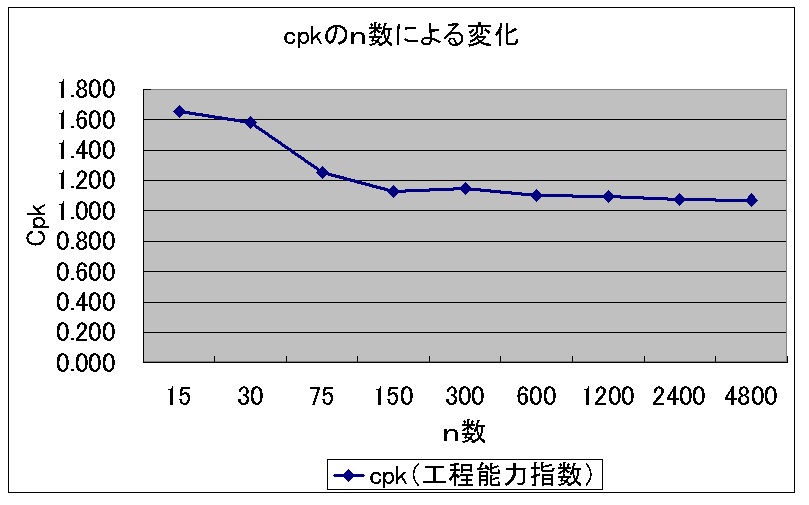
もっとわかりやすくCpkをグラフ化してみましょう(*・ω・*)b♪
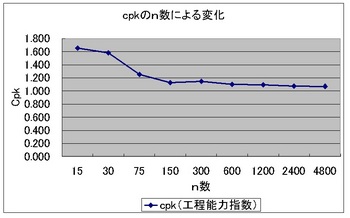
すごく変化してますよね?
ちなみにこのLotの製造総数は4800個。
つまりn4800は全部の製品を検査した真の実力(`・ω・´)ノ
ね?n数を増やすとどんどん真の母集団の値に近づいてますよね?+。:.゚(*゚Д゚*)キタコレ゚.:。+゚
これにて大数の法則と中心極限定理ってものがどんなものかという検証は完了。
(*・ω・*)b♪お疲れ様で~す☆
てかn15とかだとCpkは1.6以上あってほぼ管理不要な超優良工程に見えます。
でもn150だと1.1程度、悪くはないけどちゃんと管理してねってレベルですよね?
そしてn数が150を超えてからの変化は小さく、この程度の数値の変動なら下される判断には大差ないでしょう?(`・ω・´)ノ
n数を多く取るのは面倒です。でもこれを面倒くさがってサボると実力のない工程の改善をほったらかしにしてしまう事になって後でお客さんからクレームを受けたりもっと面倒なことになります。( ̄Д ̄)ノ
初期の評価で手抜きして、後でクレーム食らってお客さんとこで全数選別やって怒られて対策考えて、書類書いて報告して・・・その上ライン保障なんていって賠償請求されてしまったら目も当てられないでしょ??
どう考えたって、初期でn150個検査して分析して、改善後もう一回n150取るほうがまだ楽ですよね?(*・ω・*)b♪
みなさんも機会があれば一度自分の会社でこういうデータを取って自分が普段扱っている数字でこの検証を実践してみてください。
ちなみに工程能力や標準偏差なんて数字をいろいろ使いましたがそれってなんやねんッ( ̄Д ̄)ノ
って人はこちらをご覧ください。
http://yu-noppo.blog.so-net.ne.jp/2013-12-09
http://yu-noppo.blog.so-net.ne.jp/2013-12-12
でわでわ⊂(・∀・)∂))バイバイ
ーーーーーーーーーーーーー
目次へ→
関連記事です(*・ω・*)b♪
・ヒストグラムと正規分布について
・ヒストグラムと正規分布Ⅱ
・正規分布の判断
・標準偏差
・標準偏差のまとめ1
自由度って
・工程能力指数
・工程能力指数と不良率
・Cp、Cpkから不良率算出


前回お話したとおり、大数の法則と中心極限定理というえら~い人たちが発見した定理によって、n数を増やしていけばどんな事象も正規分布になることが証明されています。
んで標準偏差なんかを使った品質統計のいろいろな分析は正規分布していることが前提で、そうでないデータを使ってやってもそのデータ集団の本来の姿を推測することができないって話なんだけど、それってホントなの?って話ですよね?
そもそも統計的推測はどこまで行っても推測だし、疑いだすとキリがないもんです。(`・ω・´)ノ
でも何の検証もせずにバカ正直に信用しちゃったところで間違っちゃってたらお話になりません。
だってこういう統計を使ってお客さんに「こういうデータ分布になってます。工程能力も十分なんで抜き取り検査で大丈夫です。(*・ω・*)b♪」って説明しといて、いざ不良品が流れたりしたらさぁ大変Σ( ̄□ ̄;)
なので、一度はしっかりと検証してみることが大切です。
と言うことで僕なりに検証してみました(*・ω・*)b♪
まず、前回使ったn4800のデータからランダムに15個、75個、600個と抜き取りヒストグラムを作成していきます。
まずはランダムにデータを方法から.....φ(・ω・*)カキカキ
でも最初にごめんなさいm(__)m 僕のPCのエクセルは古いので最新のを使ってる方は下画像とはコマンドの出し方が違います。
でもやることは一緒なんでご勘弁を( ̄Д ̄)ノ
データの隣に乱数(ランダムな数字)を発生させる関数を入れて○の所にマウスポイント(矢印)を持っていきます。矢印が黒色の十字になったらダブルクリック(*・ω・*)b♪
これで全てのデータの隣に乱数が発生します。
お次はオートフィルタ!
更にオートフィルタで出た▼を乱数の列で選択して
これでデータはランダムに並び替えられました(`・ω・´)ノ
あとはデータ数がわかりやすくなるようデータの隣にナンバリングします。
これでデータを抜き取る準備は完了。
あとは必要個数のデータを参照して、前回のやり方でヒストグラムを作成していきます(*`σェ´*)フムフム
ではまず正規分布の見本を見てください
これらはいずれも代表的な正規分布の形です(`・ω・´)ノ
お次はn15のヒストグラム
上の正規分布と比べるといびつな形ですね( ̄◇ ̄;)
次はn75!!
まだちょっと違う(*`σェ´*)
次はぶっ飛んでn600!!!
見本にした正規分布の緑と青の中間ってところかな?
ここまでくるとn600では十分正規分布しているといっていいと思います(*・ω・*)b♪
今回は極端な例でn数をぶっ飛ばしてn600としましたが、n75でもまぁまぁ正規分布に近づいていたので実際はn100とか150でいいと思います。
お次はそのあたりを数字で検証してみますね(*・ω・*)b♪
まずヒストグラムを作ったのと同じデータを使ってn数別に標準偏差と工程能力指数を算出して一覧化しました(*`σェ´*)

平均、標準偏差、Cpk、いずれの値もn150を超えるまではnを増やすたびに大きく変化していますが、150以降は変化が緩やかになります。(`・ω・´)ノ
もっとわかりやすくCpkをグラフ化してみましょう(*・ω・*)b♪
すごく変化してますよね?
ちなみにこのLotの製造総数は4800個。
つまりn4800は全部の製品を検査した真の実力(`・ω・´)ノ
ね?n数を増やすとどんどん真の母集団の値に近づいてますよね?+。:.゚(*゚Д゚*)キタコレ゚.:。+゚
これにて大数の法則と中心極限定理ってものがどんなものかという検証は完了。
(*・ω・*)b♪お疲れ様で~す☆
てかn15とかだとCpkは1.6以上あってほぼ管理不要な超優良工程に見えます。
でもn150だと1.1程度、悪くはないけどちゃんと管理してねってレベルですよね?
そしてn数が150を超えてからの変化は小さく、この程度の数値の変動なら下される判断には大差ないでしょう?(`・ω・´)ノ
n数を多く取るのは面倒です。でもこれを面倒くさがってサボると実力のない工程の改善をほったらかしにしてしまう事になって後でお客さんからクレームを受けたりもっと面倒なことになります。( ̄Д ̄)ノ
初期の評価で手抜きして、後でクレーム食らってお客さんとこで全数選別やって怒られて対策考えて、書類書いて報告して・・・その上ライン保障なんていって賠償請求されてしまったら目も当てられないでしょ??
どう考えたって、初期でn150個検査して分析して、改善後もう一回n150取るほうがまだ楽ですよね?(*・ω・*)b♪
みなさんも機会があれば一度自分の会社でこういうデータを取って自分が普段扱っている数字でこの検証を実践してみてください。
ちなみに工程能力や標準偏差なんて数字をいろいろ使いましたがそれってなんやねんッ( ̄Д ̄)ノ
って人はこちらをご覧ください。
http://yu-noppo.blog.so-net.ne.jp/2013-12-09
http://yu-noppo.blog.so-net.ne.jp/2013-12-12
でわでわ⊂(・∀・)∂))バイバイ
ーーーーーーーーーーーーー
目次へ→
関連記事です(*・ω・*)b♪
・ヒストグラムと正規分布について
・ヒストグラムと正規分布Ⅱ
・正規分布の判断
・標準偏差
・標準偏差のまとめ1
自由度って
・工程能力指数
・工程能力指数と不良率
・Cp、Cpkから不良率算出
- 作者: 牧野 泰江
- 出版社/メーカー: 東京図書
- 発売日: 2003/07
- メディア: 単行本
- 作者: 蓑谷 千凰彦
- 出版社/メーカー: 朝倉書店
- 発売日: 2012/02/29
- メディア: 単行本
ヒストグラムと正規分布について(*`σェ´*) [統計学]
さてさて、久々に統計学の話を書きます.....φ(・ω・*)カキカキ
前回に書いた標準偏差と3σについての続きに当たります。
標準偏差とは便利な数値で品質管理で統計学を用いる際にはしょっちゅう使うんだけど、
そのときに単純に計算するだけじゃなく、重要な確認事項があります。
てところまでが前回の話(*・ω・*)b♪
このページから入ってきて「前回とか知らねぇしッ(((c=(゚ロ゚;qホワチャー」って方はごめんなさい。
↓↓この記事を読んでみてください↓↓
http://yu-noppo.blog.so-net.ne.jp/2013-12-12
僕が放置しすぎて忘れたッって方・・・本当にごめんなさいm(__)m
それでは、本題です(ノシ=´ω`=)ノシ
まず標準偏差は、収集したデータ集団の分布が正規分布になっていることを前提としています。(`・ω・´)ノ
↓↓正規分布とは、こんなんです↓↓
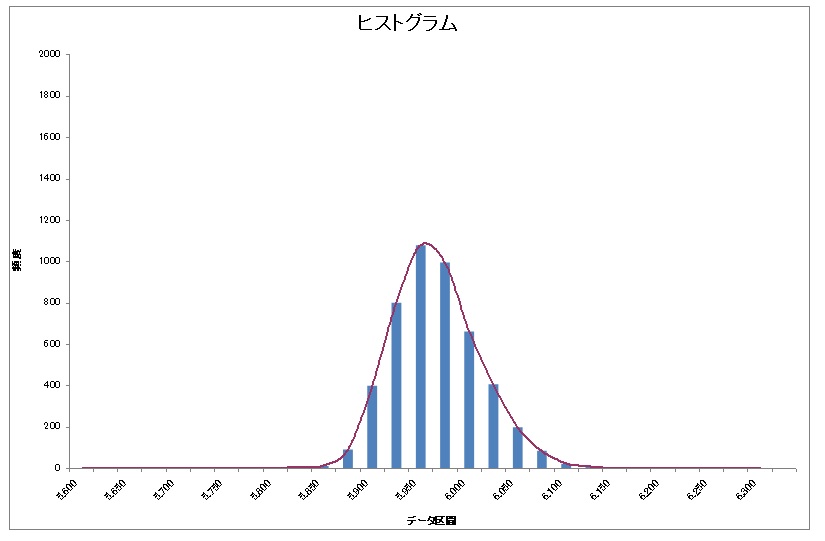
正規分布とは度数分布表(ヒストグラム)の分布形状(グラフの山の形)の名称と言えばわかりやすいでしょうか。
じゃぁ度数分布ってなんやねん??( ̄Д ̄)ノ
↓↓こんな表です↓↓
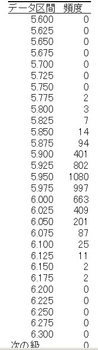
この表は、規格範囲5.7~6.3㎜の製品を検査し、5.6㎜から0.025㎜きざみにそれぞれに該当するデータが何個あるのかを数えたものです。
ある本によれば、この個数を数字で表した表を度数分布表といい、グラフをヒストグラムと言うようですが、基本的に2つセットで運用されるうえ、多くの場合はどちらも含めてヒストグラムと混同して認識されていますし、統計博士を目指しているわけでなければそれでいいと思います。(*・ω・*)b♪
ヒストグラムのお仕事としては、今回のデータの場合なら機械加工を行う際、規格が5.7~6.3㎜なら当然みんな真ん中の6.0㎜を狙いますよね? なら、バラツキによって常に6.0㎜ではなかったとしても狙い値を6.0㎜にしたなら当然6.0㎜が一番多くデータとして出現するんでしょ?ってことを確認するわけです。(`・ω・´)ノ
というわけでヒストグラムの作り方(*`σェ´*)フムフム
と言っても作るときの考え方です。 実際の作成はデータといくつかの情報さえ決定すればエクセルが勝手にやってくれます。 その方法はエクセルの分析ツールです。
このやり方がわからない人は「エクセル 分析ツール ヒストグラム」などでググッてみてください。
ちなみに初期設定ではエクセル上に分析ツールが存在しない場合があります。
そんな人はエクセルのツールの中に「アドイン」と言うのがあり、それを開くと分析ツールのチェックが外れていると思うのでチェックを入れてもらえば分析ツールが出現します。(エクセル2003とか2007の話)
2010を使っている人はタブの中をがんばって探してみてください。
僕の会社のPCでは結構隅っこのほうでちっちゃい表示だったので最初はわかりにくかった記憶があります。
今は感覚的に操作してるので、配置がどこだったか忘れちゃいました( ̄◇ ̄;)
どうしてもわからない場合はコメントくだされば調べてお答えします。
さて話は戻って、考え方(`・ω・´)ノ
まず、データ収集♪ このときのn数ですが、今回の僕の度数分布表ではn数4800個でやってますが、これは自動設備に組み込まれた検査機が勝手にデータを集めてくれるのでできるだけの話で、自動設備のない検証や評価の段階では現実的な数ではありませんよ~笑
一般的には100~150個程度のn数が良いと言われています。
なのでとりあえずn100くらいを目標にして、ヒストグラム作成後に足りないと感じたら臨機応変に増やしてください。 逆に十分なら次回から減らしてもいいのかな?(その辺は個人の経験則でいいと思います。)
と言うのも、いくら6.0㎜を狙って加工しても、加工の誤差、材料の誤差、測定の誤差が混じれば、0.1~0.2㎜くらいにはしょっちゅうばらついてしまいますよね?( ̄◇ ̄;)
例えばn数5個のデータでヒストグラムを作ろうとしても、このデータですでに、5.775と5.800㎜で5個以上あるわけです。(結果論として)
n数が極端に少なくなると運悪くこういうデータを固めて引いてしまうことだってありえます。
でもそこからn数を増やしていけば、もう5.775とか5.800に出会う確立はだいぶ下がってるわけだし、最終的に全部測定しちゃえば本当に何㎜のところを一番多く加工しているかを知ることができますよね?
こんなふうにもともと同じ加工条件と言える製品の集まり(Lot)である母集団から抜き取りでデータ(サンプル・標本)を集める場合、抜き取る数(n数)を増やせば増やすほど本来の母集団の傾向に近づいていきます。
このことは昔?の偉い人が証明「大数の法則」と呼ばれています。
さてさて、データを取り終えたらお次は区関幅と区関数を決めます。(*・ω・*)b♪
区間幅とはここで言う0.025きざみの事。
何㎜単位でデータの個数を数えるのかを決めます。
そうすると区関数は必然的に規格範囲÷区間幅+規格外分何個か ってかたちになりますね。
逆に区関数から決めてもしかり(*`σェ´*)フムフム
文献では、区関数はn100~200のときは7~12、n250~は10~20が良いとされています。
けどそうでなければならないと言うわけではありません。
また、文献では区関数から決定し、区間幅を計算で出すとしています。
でも、僕はそれを無視して、区間幅から決めにいきます。
これは僕の統計学の師匠の教えがあった上でいろいろ経験した今はこっちの方が正しいだろうと考える様になったのですが、あくまでここも臨機応変でよいと思います。
区間幅は規格公差±0.3に対して、0.2㎜だと話しになりませんよね?だって、0.05㎜くらい規格外なだけだと四捨五入で規格内にカウントされちゃうかもなんで( ̄Д ̄)ノ
これは経験則ですが、大体規格の10~20分の1で区間を決定します。
そして、先ほど書いたエクセルの機能を使って、ヒストグラムを作成(*・ω・*)b♪Let'sGo!!
これで作成したヒストグラムが正規分布に近い形をいているかどうかを確認。(`・ω・´)ノ
そこまでシビアに見なくてもいいと思います。 だいたい正規分布といえるだろう形であればOK
なっていなければnを増やします・・・この繰り返し(*・ω・*)b♪
n数増やしても正規分布しないのなら、区間幅が厳しすぎないか確認し、そうでなければ工程の精度を向上しましょう。
その区間幅で正規分布できるだけの繰り返し精度がその工程(設備?)にはないんです( ̄Д ̄)ノ
ただ、n数を増やしていけば必ず正規分布します。それは「中心極限定理」というこれまた昔の偉い人が見つけた定理で、どんな事象でも測定数を増やしていけば必ず最後には正規分布になると言う定理です。
なので、正規分布になるだけのn数を集めてください。
そうすることで標準偏差や、工程能力指数と言った数値が正しく算出されます。(`・ω・´)ノ
さてかなり長々となってしまったので今日はここまでとさせて頂きますm(__)m
下資料はもうできているので続きはまた明日にでもアップします⊂(・∀・)∂))バイバイ
ーーーーーーーーーーーーー
目次へ→
関連記事です(*・ω・*)b♪
・ヒストグラムと正規分布について
・ヒストグラムと正規分布Ⅱ
・正規分布の判断
・標準偏差
・標準偏差のまとめ1
自由度って
・工程能力指数
・工程能力指数と不良率
・Cp、Cpkから不良率算出

前回に書いた標準偏差と3σについての続きに当たります。
標準偏差とは便利な数値で品質管理で統計学を用いる際にはしょっちゅう使うんだけど、
そのときに単純に計算するだけじゃなく、重要な確認事項があります。
てところまでが前回の話(*・ω・*)b♪
このページから入ってきて「前回とか知らねぇしッ(((c=(゚ロ゚;qホワチャー」って方はごめんなさい。
↓↓この記事を読んでみてください↓↓
http://yu-noppo.blog.so-net.ne.jp/2013-12-12
僕が放置しすぎて忘れたッって方・・・本当にごめんなさいm(__)m
それでは、本題です(ノシ=´ω`=)ノシ
まず標準偏差は、収集したデータ集団の分布が正規分布になっていることを前提としています。(`・ω・´)ノ
↓↓正規分布とは、こんなんです↓↓
正規分布とは度数分布表(ヒストグラム)の分布形状(グラフの山の形)の名称と言えばわかりやすいでしょうか。
じゃぁ度数分布ってなんやねん??( ̄Д ̄)ノ
↓↓こんな表です↓↓

この表は、規格範囲5.7~6.3㎜の製品を検査し、5.6㎜から0.025㎜きざみにそれぞれに該当するデータが何個あるのかを数えたものです。
ある本によれば、この個数を数字で表した表を度数分布表といい、グラフをヒストグラムと言うようですが、基本的に2つセットで運用されるうえ、多くの場合はどちらも含めてヒストグラムと混同して認識されていますし、統計博士を目指しているわけでなければそれでいいと思います。(*・ω・*)b♪
ヒストグラムのお仕事としては、今回のデータの場合なら機械加工を行う際、規格が5.7~6.3㎜なら当然みんな真ん中の6.0㎜を狙いますよね? なら、バラツキによって常に6.0㎜ではなかったとしても狙い値を6.0㎜にしたなら当然6.0㎜が一番多くデータとして出現するんでしょ?ってことを確認するわけです。(`・ω・´)ノ
というわけでヒストグラムの作り方(*`σェ´*)フムフム
と言っても作るときの考え方です。 実際の作成はデータといくつかの情報さえ決定すればエクセルが勝手にやってくれます。 その方法はエクセルの分析ツールです。
このやり方がわからない人は「エクセル 分析ツール ヒストグラム」などでググッてみてください。
ちなみに初期設定ではエクセル上に分析ツールが存在しない場合があります。
そんな人はエクセルのツールの中に「アドイン」と言うのがあり、それを開くと分析ツールのチェックが外れていると思うのでチェックを入れてもらえば分析ツールが出現します。(エクセル2003とか2007の話)
2010を使っている人はタブの中をがんばって探してみてください。
僕の会社のPCでは結構隅っこのほうでちっちゃい表示だったので最初はわかりにくかった記憶があります。
今は感覚的に操作してるので、配置がどこだったか忘れちゃいました( ̄◇ ̄;)
どうしてもわからない場合はコメントくだされば調べてお答えします。
さて話は戻って、考え方(`・ω・´)ノ
まず、データ収集♪ このときのn数ですが、今回の僕の度数分布表ではn数4800個でやってますが、これは自動設備に組み込まれた検査機が勝手にデータを集めてくれるのでできるだけの話で、自動設備のない検証や評価の段階では現実的な数ではありませんよ~笑
一般的には100~150個程度のn数が良いと言われています。
なのでとりあえずn100くらいを目標にして、ヒストグラム作成後に足りないと感じたら臨機応変に増やしてください。 逆に十分なら次回から減らしてもいいのかな?(その辺は個人の経験則でいいと思います。)
と言うのも、いくら6.0㎜を狙って加工しても、加工の誤差、材料の誤差、測定の誤差が混じれば、0.1~0.2㎜くらいにはしょっちゅうばらついてしまいますよね?( ̄◇ ̄;)
例えばn数5個のデータでヒストグラムを作ろうとしても、このデータですでに、5.775と5.800㎜で5個以上あるわけです。(結果論として)
n数が極端に少なくなると運悪くこういうデータを固めて引いてしまうことだってありえます。
でもそこからn数を増やしていけば、もう5.775とか5.800に出会う確立はだいぶ下がってるわけだし、最終的に全部測定しちゃえば本当に何㎜のところを一番多く加工しているかを知ることができますよね?
こんなふうにもともと同じ加工条件と言える製品の集まり(Lot)である母集団から抜き取りでデータ(サンプル・標本)を集める場合、抜き取る数(n数)を増やせば増やすほど本来の母集団の傾向に近づいていきます。
このことは昔?の偉い人が証明「大数の法則」と呼ばれています。
さてさて、データを取り終えたらお次は区関幅と区関数を決めます。(*・ω・*)b♪
区間幅とはここで言う0.025きざみの事。
何㎜単位でデータの個数を数えるのかを決めます。
そうすると区関数は必然的に規格範囲÷区間幅+規格外分何個か ってかたちになりますね。
逆に区関数から決めてもしかり(*`σェ´*)フムフム
文献では、区関数はn100~200のときは7~12、n250~は10~20が良いとされています。
けどそうでなければならないと言うわけではありません。
また、文献では区関数から決定し、区間幅を計算で出すとしています。
でも、僕はそれを無視して、区間幅から決めにいきます。
これは僕の統計学の師匠の教えがあった上でいろいろ経験した今はこっちの方が正しいだろうと考える様になったのですが、あくまでここも臨機応変でよいと思います。
区間幅は規格公差±0.3に対して、0.2㎜だと話しになりませんよね?だって、0.05㎜くらい規格外なだけだと四捨五入で規格内にカウントされちゃうかもなんで( ̄Д ̄)ノ
これは経験則ですが、大体規格の10~20分の1で区間を決定します。
そして、先ほど書いたエクセルの機能を使って、ヒストグラムを作成(*・ω・*)b♪Let'sGo!!
これで作成したヒストグラムが正規分布に近い形をいているかどうかを確認。(`・ω・´)ノ
そこまでシビアに見なくてもいいと思います。 だいたい正規分布といえるだろう形であればOK
なっていなければnを増やします・・・この繰り返し(*・ω・*)b♪
n数増やしても正規分布しないのなら、区間幅が厳しすぎないか確認し、そうでなければ工程の精度を向上しましょう。
その区間幅で正規分布できるだけの繰り返し精度がその工程(設備?)にはないんです( ̄Д ̄)ノ
ただ、n数を増やしていけば必ず正規分布します。それは「中心極限定理」というこれまた昔の偉い人が見つけた定理で、どんな事象でも測定数を増やしていけば必ず最後には正規分布になると言う定理です。
なので、正規分布になるだけのn数を集めてください。
そうすることで標準偏差や、工程能力指数と言った数値が正しく算出されます。(`・ω・´)ノ
さてかなり長々となってしまったので今日はここまでとさせて頂きますm(__)m
下資料はもうできているので続きはまた明日にでもアップします⊂(・∀・)∂))バイバイ
ーーーーーーーーーーーーー
目次へ→
関連記事です(*・ω・*)b♪
・ヒストグラムと正規分布について
・ヒストグラムと正規分布Ⅱ
・正規分布の判断
・標準偏差
・標準偏差のまとめ1
自由度って
・工程能力指数
・工程能力指数と不良率
・Cp、Cpkから不良率算出
- 作者: 関根 嘉香
- 出版社/メーカー: オーム社
- 発売日: 2012/11/29
- メディア: 単行本(ソフトカバー)
統計学について2(*・ω・*)b♪ [統計学]
このブログでは今の所主に統計学について書いていますが、
そもそも統計学で何ができるの??って根本の話がざっとしか書いていない事に
今気付きました!!(;´Д`)
製造業関連で言えば、過去に「統計学について」という記事で書いていますが、
小売業でもABC分析(重点分析)という解析手法が使われたりしている様です(`・ω・´)ノ
ABC分析は品質統計でいうところのパレート図(QC七つ道具のひとつ)を使います。
具体的にどんなモノかというと(*`σェ´*)フムフム
在庫や販売品目の管理の重要度を
Aグループ=重要管理品目
Bグループ=中程度管理品目
Cグループ=一般管理品目
などと分類するための手法ですね。
A,B,Cそれぞれのグループ別に納品頻度や在庫料を設定する事で管理工数を削減しつつ、
売れ筋商品の品切れを防止する事を主な狙いとしているのです。
例えば、単価10000円で週に1個売れるものと単価100円で週に200個売れるもの。
それぞれ利益が同じだとしても、それぞれ同じレベルで在庫管理する必要はありますか?
ものの大きさにもよるでしょうけど、それも同じだとすれば、週に一個しか出ない
商品は、常時4〜6個程度の在庫で月に一回程度の入荷でいいんじゃないでしょうか??
逆に週に200個出る商品は単価も利率も安いけれど数量が出る分、
頻繁に在庫管理をしなければならないんではないでしょうか?
そして、利率が低くても量が出るから故結局は高額商品を1個売るのと同等の利益を出している。
ならばそこに管理工数を掛けるのは決して無駄ではないんじゃないか??(´・ω・`))))??))
そういう事を分析する手法がABC分析です((φ(・Д´・ *)ホォホォ
※分析方法はまた今度書こうと思います。
売れている商品なんて実際毎日店に出てればわかるよ(`・ω・´)ノ
って思われる方も多いでしょう?
その通り!!
僕は小売業ではなく、製造業ですが同じような手法(パレート図)で不良の発生ランクを
分析したとき、いつも現場の作業者の方の意見がだいたい正しいです。(*・ω・*)b♪
でもね、だいたいなんです。
なぜかというと不良を発生させる要因は機械だったり人だったりもします。
1号機の専属オペレータのYさんと2号機の専属オペレータZさん
それぞれ同じ商品を作っていても、機械の癖や人の癖でそれぞれ最も発生しやすい不良が違う事もあります。
小売り業でも午前中の販売担当と午後の販売担当の方で売れ筋商品が違う事もあるでしょう?
1号店と2号店でも違うかも知れません。
それらの意見をヒアリングだけして、正しく状況を把握するのは困難です。(`・ω・´)ノ
また、多くの場合製造業でも小売業でも、現場第一線のスタッフは利率までは熟知していません。
限られた工数や時間、在庫スペースの中でどの不良を優先的に排除すべきなのか?
どの在庫を優先すべきなのか?
そういった経営戦略を正しく立案する為にはやはり正しい情報の把握が必要になります。
統計学を正しく理解して扱う事ができれば、、、
・売れ筋の商品や不良の発生頻度を明確に把握する事ができます。
・加工した製品の寸法がどの程度の範囲にあるのか推測できます。
・受注量の推測ができます。
・設備(材料、人)Aと設備(材料、人)Bの性能が同等かどうかを確認できます。
その他にも多数の用途があります。
もちろんこれらの推測や評価を行うのは決して楽ではありません。
でも、これらを不明確にしたまま迷いながら仕事や経営を行うよりは結果的に楽です(*・ω・*)b♪
そして決して難しい事でもありません。
四則演算(+ー×÷)ができればほぼ問題なし(*・ω・*)b♪
何乗とか√(るーと)とかも出てきますが、そんなのはパソコン、電卓にお任せでOK。
というかOKと言える様に解説してみせますとも(*`σェ´*)フムフム
もちろん統計学だけが全てだとは僕も思いません(`・ω・´)ノ
結局どんな業界でも現場第一線で頑張っているスタッフさんをないがしろにしては
物事は進まないと思っています。
でもね、過去に僕が30人のパートさんのチームをまとめてたときのお話ですが、
次はどの不良を解消しようかと相談したとき、パートさんたちは不良率0,1%の不良項目の対策を求めました。
何故か?(´・ω・`))))??))
新種の不良で、まだ目が慣れておらず、その項目の検査に時間がかかって作業が苦しかったからです。
でも僕はその意見を無視し、原因の判明した不良項目Bの改善を優先しました。
改善は前工程の手作業の手法見直しだったため、在庫が回転しきるまでの何日間かは効果が
出ない事はわかっていました。(`・ω・´)ノ
でも改善が確認できた為、その改善品が検査工程に回ってくるまでの何日間かは
検査工程の一日のノルマを下げ、不良項目Aの検査に時間をさける様に指示しました。
ヒアリングによりパートさんは不良Aに苦しんでいる事はわかりましたがこの時点では
Aの原因がわからず手が付けられなかったからです。
だからといって不良Bの改善だけをやってAに何の処置もしなければ当然不満も出たでしょう。
だから一旦検査数のノルマを下げました。
その後、Bの改善品が流通しだした時には作業数は自然とノルマを下げる前に復帰しました。
そこで後3日ノルマを下げたままにするからと不良Aが出た際の記録を細かく控える様
チェックシートを作成し記入を指示しました。
そして、作業と気持ちにゆとりのできたパートさんから僕も気付いていなかった
不良Aの原因はこれじゃないか?という報告が入ってきました。
僕がチェックシートを整理する前にパートさんの方がチェックシートに記入する事で
頭の中の情報が整理され原因の発見に至ったのです。゚+。:.゚(*゚Д゚*)キタコレ゚.:。+゚
もちろんノルマを落とした分在庫量は生産計画から逸脱し、利率も一時的に低下しましたが、
不良Aに割かれていた時間が短縮された分、放っておいても生産数は上昇し、
同月の末には生産計画に対し帳尻を合わせる事ができました。(*・ω・*)b♪
翌月には前月よりも一日の生産数を上方修正した生産計画が適応される事になりました。
これが、不良Aの改善を優先していたらどうでしょうか?
効率を向上させる目処もなく、パートさんの要望に答えるためと既に目一杯働いているところに
チェックシートの詳細な記入など可能でしょうか?
できたとしても手抜きになるか、余計な負担をかけるばかり。
それでパートさんからの信頼を得られたでしょうか?
現場や経営の状況を把握するためにヒアリングは欠かせません。
でもヒアリングだけではそこには「これが苦しい」や「楽に仕事をすすめたい」
という人の感情をもろに拾ってしまいます。
そしてそれはほとんどが目先の状況に左右されがちで、最も有効な選択からそれてしまう事も
しばしば起きてしまいます。
もちろん人の感情を汲む事も重要な管理者としての勤めです。
ただ、それを最短、最前で行うには、生産や売り上げ計画、設備の実力値や不良率、
在庫の回転時間、利益など、さまざまな数値的要素と複合的に考えて戦略を練る事が
重要なんです((φ(・Д´・ *)ホォホォ
いくらタイピングが早くExcelやWordに長けていても、文章がヘタクソでは報告書は書けませんよね?
それと同じで、いくら現場を良くしようという気持ちで作業日報や、チェックシート、
売り上げ記録等をこまめにとってもその数字を活かせなければ効果は出ませんし、
正しい戦略は練れないんです。
統計学とはそういった数値的要素を把握する為の手段です。
このブログではこれからも当面、統計学についての事をメインとして記事を書いて行きます。
みなさんもこの記事を読んで、使えるかも?と思う所があれば、是非活用して下さい。
ーーーーーーーーーーーーー
目次へ→
関連記事です(*・ω・*)b♪
・ヒストグラムと正規分布について
・ヒストグラムと正規分布Ⅱ
・正規分布の判断
・標準偏差
・標準偏差のまとめ1
自由度って
・工程能力指数
・工程能力指数と不良率
・Cp、Cpkから不良率算出


そもそも統計学で何ができるの??って根本の話がざっとしか書いていない事に
今気付きました!!(;´Д`)
製造業関連で言えば、過去に「統計学について」という記事で書いていますが、
小売業でもABC分析(重点分析)という解析手法が使われたりしている様です(`・ω・´)ノ
ABC分析は品質統計でいうところのパレート図(QC七つ道具のひとつ)を使います。
具体的にどんなモノかというと(*`σェ´*)フムフム
在庫や販売品目の管理の重要度を
Aグループ=重要管理品目
Bグループ=中程度管理品目
Cグループ=一般管理品目
などと分類するための手法ですね。
A,B,Cそれぞれのグループ別に納品頻度や在庫料を設定する事で管理工数を削減しつつ、
売れ筋商品の品切れを防止する事を主な狙いとしているのです。
例えば、単価10000円で週に1個売れるものと単価100円で週に200個売れるもの。
それぞれ利益が同じだとしても、それぞれ同じレベルで在庫管理する必要はありますか?
ものの大きさにもよるでしょうけど、それも同じだとすれば、週に一個しか出ない
商品は、常時4〜6個程度の在庫で月に一回程度の入荷でいいんじゃないでしょうか??
逆に週に200個出る商品は単価も利率も安いけれど数量が出る分、
頻繁に在庫管理をしなければならないんではないでしょうか?
そして、利率が低くても量が出るから故結局は高額商品を1個売るのと同等の利益を出している。
ならばそこに管理工数を掛けるのは決して無駄ではないんじゃないか??(´・ω・`))))??))
そういう事を分析する手法がABC分析です((φ(・Д´・ *)ホォホォ
※分析方法はまた今度書こうと思います。
売れている商品なんて実際毎日店に出てればわかるよ(`・ω・´)ノ
って思われる方も多いでしょう?
その通り!!
僕は小売業ではなく、製造業ですが同じような手法(パレート図)で不良の発生ランクを
分析したとき、いつも現場の作業者の方の意見がだいたい正しいです。(*・ω・*)b♪
でもね、だいたいなんです。
なぜかというと不良を発生させる要因は機械だったり人だったりもします。
1号機の専属オペレータのYさんと2号機の専属オペレータZさん
それぞれ同じ商品を作っていても、機械の癖や人の癖でそれぞれ最も発生しやすい不良が違う事もあります。
小売り業でも午前中の販売担当と午後の販売担当の方で売れ筋商品が違う事もあるでしょう?
1号店と2号店でも違うかも知れません。
それらの意見をヒアリングだけして、正しく状況を把握するのは困難です。(`・ω・´)ノ
また、多くの場合製造業でも小売業でも、現場第一線のスタッフは利率までは熟知していません。
限られた工数や時間、在庫スペースの中でどの不良を優先的に排除すべきなのか?
どの在庫を優先すべきなのか?
そういった経営戦略を正しく立案する為にはやはり正しい情報の把握が必要になります。
統計学を正しく理解して扱う事ができれば、、、
・売れ筋の商品や不良の発生頻度を明確に把握する事ができます。
・加工した製品の寸法がどの程度の範囲にあるのか推測できます。
・受注量の推測ができます。
・設備(材料、人)Aと設備(材料、人)Bの性能が同等かどうかを確認できます。
その他にも多数の用途があります。
もちろんこれらの推測や評価を行うのは決して楽ではありません。
でも、これらを不明確にしたまま迷いながら仕事や経営を行うよりは結果的に楽です(*・ω・*)b♪
そして決して難しい事でもありません。
四則演算(+ー×÷)ができればほぼ問題なし(*・ω・*)b♪
何乗とか√(るーと)とかも出てきますが、そんなのはパソコン、電卓にお任せでOK。
というかOKと言える様に解説してみせますとも(*`σェ´*)フムフム
もちろん統計学だけが全てだとは僕も思いません(`・ω・´)ノ
結局どんな業界でも現場第一線で頑張っているスタッフさんをないがしろにしては
物事は進まないと思っています。
でもね、過去に僕が30人のパートさんのチームをまとめてたときのお話ですが、
次はどの不良を解消しようかと相談したとき、パートさんたちは不良率0,1%の不良項目の対策を求めました。
何故か?(´・ω・`))))??))
新種の不良で、まだ目が慣れておらず、その項目の検査に時間がかかって作業が苦しかったからです。
でも僕はその意見を無視し、原因の判明した不良項目Bの改善を優先しました。
改善は前工程の手作業の手法見直しだったため、在庫が回転しきるまでの何日間かは効果が
出ない事はわかっていました。(`・ω・´)ノ
でも改善が確認できた為、その改善品が検査工程に回ってくるまでの何日間かは
検査工程の一日のノルマを下げ、不良項目Aの検査に時間をさける様に指示しました。
ヒアリングによりパートさんは不良Aに苦しんでいる事はわかりましたがこの時点では
Aの原因がわからず手が付けられなかったからです。
だからといって不良Bの改善だけをやってAに何の処置もしなければ当然不満も出たでしょう。
だから一旦検査数のノルマを下げました。
その後、Bの改善品が流通しだした時には作業数は自然とノルマを下げる前に復帰しました。
そこで後3日ノルマを下げたままにするからと不良Aが出た際の記録を細かく控える様
チェックシートを作成し記入を指示しました。
そして、作業と気持ちにゆとりのできたパートさんから僕も気付いていなかった
不良Aの原因はこれじゃないか?という報告が入ってきました。
僕がチェックシートを整理する前にパートさんの方がチェックシートに記入する事で
頭の中の情報が整理され原因の発見に至ったのです。゚+。:.゚(*゚Д゚*)キタコレ゚.:。+゚
もちろんノルマを落とした分在庫量は生産計画から逸脱し、利率も一時的に低下しましたが、
不良Aに割かれていた時間が短縮された分、放っておいても生産数は上昇し、
同月の末には生産計画に対し帳尻を合わせる事ができました。(*・ω・*)b♪
翌月には前月よりも一日の生産数を上方修正した生産計画が適応される事になりました。
これが、不良Aの改善を優先していたらどうでしょうか?
効率を向上させる目処もなく、パートさんの要望に答えるためと既に目一杯働いているところに
チェックシートの詳細な記入など可能でしょうか?
できたとしても手抜きになるか、余計な負担をかけるばかり。
それでパートさんからの信頼を得られたでしょうか?
現場や経営の状況を把握するためにヒアリングは欠かせません。
でもヒアリングだけではそこには「これが苦しい」や「楽に仕事をすすめたい」
という人の感情をもろに拾ってしまいます。
そしてそれはほとんどが目先の状況に左右されがちで、最も有効な選択からそれてしまう事も
しばしば起きてしまいます。
もちろん人の感情を汲む事も重要な管理者としての勤めです。
ただ、それを最短、最前で行うには、生産や売り上げ計画、設備の実力値や不良率、
在庫の回転時間、利益など、さまざまな数値的要素と複合的に考えて戦略を練る事が
重要なんです((φ(・Д´・ *)ホォホォ
いくらタイピングが早くExcelやWordに長けていても、文章がヘタクソでは報告書は書けませんよね?
それと同じで、いくら現場を良くしようという気持ちで作業日報や、チェックシート、
売り上げ記録等をこまめにとってもその数字を活かせなければ効果は出ませんし、
正しい戦略は練れないんです。
統計学とはそういった数値的要素を把握する為の手段です。
このブログではこれからも当面、統計学についての事をメインとして記事を書いて行きます。
みなさんもこの記事を読んで、使えるかも?と思う所があれば、是非活用して下さい。
ーーーーーーーーーーーーー
目次へ→
関連記事です(*・ω・*)b♪
・ヒストグラムと正規分布について
・ヒストグラムと正規分布Ⅱ
・正規分布の判断
・標準偏差
・標準偏差のまとめ1
自由度って
・工程能力指数
・工程能力指数と不良率
・Cp、Cpkから不良率算出
- 作者: 小島 寛之
- 出版社/メーカー: ダイヤモンド社
- 発売日: 2006/09/29
- メディア: 単行本(ソフトカバー)
Excelでここまでできる統計解析―パレート図から重回帰分析まで
- 作者: 今里 健一郎
- 出版社/メーカー: 日本規格協会
- 発売日: 2007/09
- メディア: 単行本
標準偏差と3σ .....φ(・ω・*) [統計学]
さて前回は標準偏差とは「測定値のバラツキを1つの数値であらわしたもの」というお話でした。
今回はその続き!!(`・ω・´)ノ
「実際標準偏差を算出できたからって何ができんだよッ!?」( ̄Д ̄)ノ ってところから。
前にも少し書きましたが、標準偏差は便利な数字です。
まず3σの算出に使います。
これも前に書いた通り標準偏差=σ(シグマ)なわけですが、3σとは平均値±3×σのことを言います。
これを算出することで実際には測定していないデータの分布を推測できます。(*`σェ´*)フムフム
たとえば10,000個の製品(母集団といいます)があります。
このうち100個を抜き取り(標本集団、サンプルといいます)寸法測定を行い、その結果・・・
平均値=100㎜
標準偏差=0.3㎜ だったとします。(`・ω・´)ノ
平均-3σ と 平均+3σを算出すると、 100-0.3×3 と 100+0.3×3 なので、
99.1 と 100.9 になりますね。
このとき、測定していない残り9,900個のデータ(母集団)も含めて99.73%の製品が、 99.1~100.9㎜の範囲に存在すると言えるんです(*・ω・*)b♪
なんと全部のデータを測らなくても同じ条件下で製造されたすべての商品の分布範囲を
推測することができちゃうんです。 超便利~♪+。:.゚(*゚Д゚*)キタコレ゚.:。+゚
そして更に!!!! 加工される商品には必ず規格というものが存在しますよね??
その規格の上限(USLといいます)から下限(LSLといいます)を
引いた値(範囲、Rangeといいます)を算出して6σで割るとその工程の実力を
現す数字(工程能力指数といいます)を算出できちゃうんです。
※工程能力指数にはCpとCpkの2種類ありまここではまずCpについてお話させてください。ちなみに計算式だけは前回の記事にも載せてます。
さっきの例で行くと、、、
規格下限(LSL)=99.1㎜
規格上限(USL)=100.9㎜ だったとします。
標準偏差(σ)=0.3㎜
工程能力指数(Cp)=(USL-LSL)÷6σ ・・・ (100.9-99.1)÷(6×0.3) =1.0
Cp=1.0 となります。
・・・で? この1.0がどうしたんだ?? ( ̄Д ̄)ノ ってなりますよね??
僕もだいぶこの数字の意味には悩みました。
上に書いた様に平均±3σは母集団の99.73%を推測できます。
つまり残りの0.27%はこの推測の外!! そして二つの数字を割り算して答えが1.0ってことは二つの数字は同じってこと!!!
つまり規格範囲(Range)と6σ(±3σ)が同じ大きさで更に0.27%のものがその外側にいるってことで・・・
不良発生率0.27%ってことじゃねーかッΣ(°□°)⊃------マジッ
そうこれが工程能力指数(Cp,Cpk)と不良率の関係なんです。
ちなみに一般的に工程能力指数は、
Cp,Cpk=1.666 なら不良率 0.000057%で超優秀!!
Cp,Cpk=1.333 なら不良率 0.0063% でこれまた優秀
Cp,Cpk=1.000 なら不良率 0.27%
でそのまま加工していいけどちゃんと不良流れ出さない様それなりに適度に監視しててね?
って解釈が一般的らしいです。(`・ω・´)ノ (お客さんの意向次第でしょうけど・・・)
あとCpってのは理論上のその工程の能力で、本当の意味での工程の実力と言ういみでは
Cpkの方が重視されます。 今回はσとの関係の話に重点を置いたのでCpとCpkの違いは
また後日にさせてください。m(__)m
もしも「今まさにCpkが算出したいんだよ俺はぁ!!」(((c=(゚ロ゚;qホワチャー って方が居るようでしたら
前回の記事にCpkの算出式を書いてますので読んでみてください(*・ω・*)b♪
ここまで来ると6σが分布の99.73%って何でなの??
とかも気になりだしますけどこれはすっごい意味わからん統計的な計算が
いーーっぱいついてきますのでとりあえず、
それぞれ分布の中心から下限か上限片側に向かって
×σ=34.135%
×2σ=47.725%
×3σ=49.865%
つまり両側で 平均±σ=68.27% 平均±2σ=95.45% 平均±3σ=99.73%
と覚えちゃってください。
そしてここ重要!!さっきの例題でも10,000個中のデータから抜き取り測定するデータを100個とかに
しましたけど、これが品質統計を行っていくうえでの要点です。
抜き取るデータ数に何個という決まりはありませんが、ある条件を満たさないと標準偏差も
工程能力指数もあさっての数字を示し、まったく信頼できないものになります。Σ(°□°)⊃------マジッ
下手すると不良率激高の工程を超優秀と判断しちゃうとか゚(゚´Д`゚)゚
もう最低( ´Д`)=○ )`ъ’)・:’., みたいな・・・
ある条件とは、抜き取り測定したデータをつかってヒストグラム(度数分布表)を作成する。 このときヒストグラムのグラフ形が正規分布になっていることです。
この詳細は後日きちんと書きますが、どんなものでもヒストグラムを作成した際に、
抜き取るデータ数(n数)を増やしていけばやがて正規分布になります。
そこに至るまで、データを集め続けることが必要になります。
そして、データに意図的な偏りを持たせないこと!!
あらゆるバラツキの要素や可能性をきちんと含む様に対象の母集団からランダムに
サンプルを抜くことも重要となるので忘れないでください。
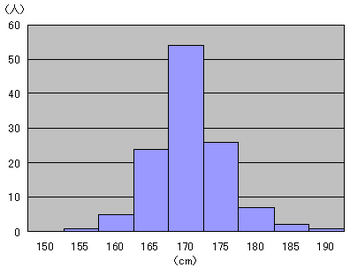
↓↓ちなみにヒストグラムってこんなのです↓↓
↓もう一個↓

正規分布は確立統計学の多くの理論や定理の根底になっているものだそうです。
標準偏差や工程能力指数はこれに深く関連しています。.....φ(・ω・*)カキカキ
次回はこの辺について書いてみようと思います。
それではまたまた⊂(・∀・)∂))バイバイ
ーーーーーーーーーーーーー
目次へ→
関連記事です(*・ω・*)b♪
・ヒストグラムと正規分布について
・ヒストグラムと正規分布Ⅱ
・正規分布の判断
・標準偏差
・標準偏差のまとめ1
自由度って
・工程能力指数
・工程能力指数と不良率
・Cp、Cpkから不良率算出
今回はその続き!!(`・ω・´)ノ
「実際標準偏差を算出できたからって何ができんだよッ!?」( ̄Д ̄)ノ ってところから。
前にも少し書きましたが、標準偏差は便利な数字です。
まず3σの算出に使います。
これも前に書いた通り標準偏差=σ(シグマ)なわけですが、3σとは平均値±3×σのことを言います。
これを算出することで実際には測定していないデータの分布を推測できます。(*`σェ´*)フムフム
たとえば10,000個の製品(母集団といいます)があります。
このうち100個を抜き取り(標本集団、サンプルといいます)寸法測定を行い、その結果・・・
平均値=100㎜
標準偏差=0.3㎜ だったとします。(`・ω・´)ノ
平均-3σ と 平均+3σを算出すると、 100-0.3×3 と 100+0.3×3 なので、
99.1 と 100.9 になりますね。
このとき、測定していない残り9,900個のデータ(母集団)も含めて99.73%の製品が、 99.1~100.9㎜の範囲に存在すると言えるんです(*・ω・*)b♪
なんと全部のデータを測らなくても同じ条件下で製造されたすべての商品の分布範囲を
推測することができちゃうんです。 超便利~♪+。:.゚(*゚Д゚*)キタコレ゚.:。+゚
そして更に!!!! 加工される商品には必ず規格というものが存在しますよね??
その規格の上限(USLといいます)から下限(LSLといいます)を
引いた値(範囲、Rangeといいます)を算出して6σで割るとその工程の実力を
現す数字(工程能力指数といいます)を算出できちゃうんです。
※工程能力指数にはCpとCpkの2種類ありまここではまずCpについてお話させてください。ちなみに計算式だけは前回の記事にも載せてます。
さっきの例で行くと、、、
規格下限(LSL)=99.1㎜
規格上限(USL)=100.9㎜ だったとします。
標準偏差(σ)=0.3㎜
工程能力指数(Cp)=(USL-LSL)÷6σ ・・・ (100.9-99.1)÷(6×0.3) =1.0
Cp=1.0 となります。
・・・で? この1.0がどうしたんだ?? ( ̄Д ̄)ノ ってなりますよね??
僕もだいぶこの数字の意味には悩みました。
上に書いた様に平均±3σは母集団の99.73%を推測できます。
つまり残りの0.27%はこの推測の外!! そして二つの数字を割り算して答えが1.0ってことは二つの数字は同じってこと!!!
つまり規格範囲(Range)と6σ(±3σ)が同じ大きさで更に0.27%のものがその外側にいるってことで・・・
不良発生率0.27%ってことじゃねーかッΣ(°□°)⊃------マジッ
そうこれが工程能力指数(Cp,Cpk)と不良率の関係なんです。
ちなみに一般的に工程能力指数は、
Cp,Cpk=1.666 なら不良率 0.000057%で超優秀!!
Cp,Cpk=1.333 なら不良率 0.0063% でこれまた優秀
Cp,Cpk=1.000 なら不良率 0.27%
でそのまま加工していいけどちゃんと不良流れ出さない様それなりに適度に監視しててね?
って解釈が一般的らしいです。(`・ω・´)ノ (お客さんの意向次第でしょうけど・・・)
あとCpってのは理論上のその工程の能力で、本当の意味での工程の実力と言ういみでは
Cpkの方が重視されます。 今回はσとの関係の話に重点を置いたのでCpとCpkの違いは
また後日にさせてください。m(__)m
もしも「今まさにCpkが算出したいんだよ俺はぁ!!」(((c=(゚ロ゚;qホワチャー って方が居るようでしたら
前回の記事にCpkの算出式を書いてますので読んでみてください(*・ω・*)b♪
ここまで来ると6σが分布の99.73%って何でなの??
とかも気になりだしますけどこれはすっごい意味わからん統計的な計算が
いーーっぱいついてきますのでとりあえず、
それぞれ分布の中心から下限か上限片側に向かって
×σ=34.135%
×2σ=47.725%
×3σ=49.865%
つまり両側で 平均±σ=68.27% 平均±2σ=95.45% 平均±3σ=99.73%
と覚えちゃってください。
そしてここ重要!!さっきの例題でも10,000個中のデータから抜き取り測定するデータを100個とかに
しましたけど、これが品質統計を行っていくうえでの要点です。
抜き取るデータ数に何個という決まりはありませんが、ある条件を満たさないと標準偏差も
工程能力指数もあさっての数字を示し、まったく信頼できないものになります。Σ(°□°)⊃------マジッ
下手すると不良率激高の工程を超優秀と判断しちゃうとか゚(゚´Д`゚)゚
もう最低( ´Д`)=○ )`ъ’)・:’., みたいな・・・
ある条件とは、抜き取り測定したデータをつかってヒストグラム(度数分布表)を作成する。 このときヒストグラムのグラフ形が正規分布になっていることです。
この詳細は後日きちんと書きますが、どんなものでもヒストグラムを作成した際に、
抜き取るデータ数(n数)を増やしていけばやがて正規分布になります。
そこに至るまで、データを集め続けることが必要になります。
そして、データに意図的な偏りを持たせないこと!!
あらゆるバラツキの要素や可能性をきちんと含む様に対象の母集団からランダムに
サンプルを抜くことも重要となるので忘れないでください。
↓↓ちなみにヒストグラムってこんなのです↓↓
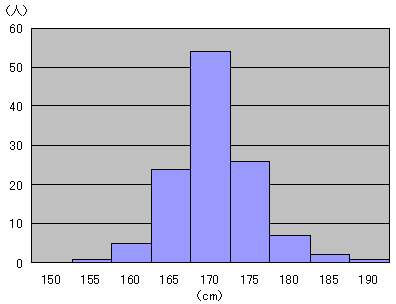
↓もう一個↓

正規分布は確立統計学の多くの理論や定理の根底になっているものだそうです。
標準偏差や工程能力指数はこれに深く関連しています。.....φ(・ω・*)カキカキ
次回はこの辺について書いてみようと思います。
それではまたまた⊂(・∀・)∂))バイバイ
ーーーーーーーーーーーーー
目次へ→
関連記事です(*・ω・*)b♪
・ヒストグラムと正規分布について
・ヒストグラムと正規分布Ⅱ
・正規分布の判断
・標準偏差
・標準偏差のまとめ1
自由度って
・工程能力指数
・工程能力指数と不良率
・Cp、Cpkから不良率算出
標準偏差.....φ(・ω・*) [統計学]
さてこの前ちょっとだけ統計学のお話をしましたが、しばらくさぼってしまいました|д・) ソォーッ…
なぜさぼっていたかというと・・・Excelで作った資料や画像のブログへの挿入方法がわかりませんでした( p′︵‵。) そして・・・まだわかっていませんッ(((c=(゚ロ゚;qホワチャー
けどだからといっていつまでも更新しないのも如何なものかと思うので、文字だけで頑張ってみようと思います。 わかりづらい場合は、ダメ出しのコメントを下さい(傷つかない程度に優しい言葉でお願いします( p′︵‵。))
でわでわ標準偏差について!!(`・ω・´)ノ
仮に10000個の製品があったとして、その10000個の仕上がり寸法が大丈夫かどうかを把握したい場合には、平均と標準偏差(σ)を算出し、平均±(3×σ)を算出する事で、10000個全体の最小値(平均ー3σ)と最大値(平均+3σ)が推測され、これは実際にすべて測った時にこの推測範囲からはみ出すであろうものが0.3%程度だというのが前回のお話(*`σェ´*)フムフム
いや、そうじゃなくて、不良が発生しているのか?いないのか?この機械の加工精度はどの程度信頼していいの?って場合は工程能力指数といってCpとCpkという指数を導きます。
このときも標準偏差(σ)が使われます。
計算方法は・・・
Cp=(規格上限ー規格下限)÷(6×σ)
Cpk=Min((規格上限ー平均)÷(3×σ),(平均ー規格下限)÷(3×σ))
となります。(Cpkの方はExcelの計算式として書いてます(`・ω・´)ノ)
一般的にこの数値が1,333以上なら100万本作って不良は2本とかのレベルで信頼に足る品質と言われています。1.666を超えると申し分なし!! これでお客様や品質部隊から文句が出るのであればいじめでしかないですね。゚(゚´Д`゚)゚
基本的にはみなさん1.333以上を要求される事と思いますが、お客様によりけりなのでそこはご確認を!! 工程能力指数についてはまたまた詳しく説明しますが、ここでもやっぱ鍵になるのは標準偏差!!!
じゃあそもそも標準偏差ってなによ?というお話からしましょう(*・ω・*)b♪
一言で言えばバラツキをひとつの数値で表す為に平均化したもの。
じゃあバラツキって??? 下の表をみて下さい。
ある製品の仕上げ寸法を50㎜狙いで加工し、うち5個を測定した結果です。
個々のデータと5つの平均の差を算出したもの(つまりバラツキ)を偏差(へんさ)といいます。
データNo. データ 偏差
1 50 0
2 51 1
3 50 0
4 52 2
5 47 -3
平均 50 0
5個だからわかりやすいけど、これが100個もあったらいちいちみても意味わかんねーよΣ( ̄□ ̄;)
でも全体としておおよそどのくらいバラツキがあるのかはパッとわかりたいなぁ(*`σェ´*)
じゃぁ偏差の平均をみてみようぜぇ゚+。:.゚(*゚Д゚*)キタコレ゚.:。+゚
偏差の平均=(0+1+0+2+(−3))÷5=0
・・・・バラツキ=0???んなわけねぇだろッ( ´Д`)=○ )`ъ’)・:’.,
ってなります。 だって偏差は個々のデータから全部のデータの平均を引いたもの、合計した時点で0になって当たり前.....φ(・ω・*)
いやいや、じゃぁバラツキを1つの数字でみる事はできないの??って昔の人は賢いッ!! ここで諦めなかったすごい人が居たんですね゚+。:.゚(*゚Д゚*)キタコレ゚.:。+゚
ざっくり言うと符号がプラスだろうがマイナスだろうが、平均からそれだけズレている事に代わりはないんじゃね??ってことに気付かれたんです。(*・ω・*)b♪
データNo. データ 偏差
1 50 0
2 51 1
3 50 0
4 52 2
5 47 -3 ←この−(マイナス)をとっちまおうぜ!!
平均 50 0
なので偏差をすべて2乗します。
(理由は別にあるんですが、符号をとるためで納得された方が一旦はスムーズかと・・・ぶっちゃけ僕も完璧に説明できるほど理解できてなかったり|д・) ソォーッ…)
以下計算方法を箇条書きにしますので、一度Excelで検証してみて下さい。
1 全データの平均を算出。
2 個々のデータから平均を引いて偏差を算出。
3 個々の偏差を2乗した値を算出。
4 偏差の2乗を合計。
5 偏差の2乗の合計 ÷ (データ数−1)
※データ数から1を引く理由・・・抜きとったデータから大元の集団を予測する場合
平均を算出するのにも同様の事を行います。
これは自由度というものです。
気になる方は調べてみて下さい。
僕も機会があればクローズアップします。
6 2乗したのを元に戻すため平方根をとります。
Excelでは =sqrt(セル)で平方根できます。
※2乗を元に戻す理由・・・例えばデータの単位が㎜だった場合、
2乗しちゃってるのでここで
算出した数字の単位は㎟(平方ミリメートル)
になっちゃってます。
単位をそろえないと後々の±3σや
Cp、Cpkの計算に使えません。
7 6の値とExcelの標準偏差の計算 =Stdev(セル:セル)を比べてみて下さい。|д・) ソォーッ…
・・・おんなじでしょ?゚+。:.゚(*゚Д゚*)キタコレ゚.:。+゚
つまり標準偏差とはバラツキを平均化して、ひとつの数値で表したいけど、バラツキとは平均からのズレなので、単純に平均として数値を出せないฅ(´-ω-`)ฅ
なので、遠回しな計算を加えて算出してみましたぁ(*・ω・*)b♪的な話です。
そして偶然か、必然かこの標準偏差という数字は色んな事に使える便利なものだったという事。
その代表格が±3σや工程能力指数(Cp、Cpk)なんですね(*`σェ´*)フムフム
これは僕の経験則なんですけど、標準偏差については、Excelで一撃で計算できちゃうので、だいたいの文献やHPでは公式と文字による解説をしているんですけど、僕はさっぱりわかりませんでした。
ホントに理解するのに半年くらい掛かったかな?? あるときさっきの様な手計算の解説をしてる本に出会って、その数値を暗算できるくらい簡単な数字に置き換えて初めてピンと来たんです。(*・ω・*)b♪
でもこういう解説をしているHPはやっぱ未だになかったのであえてこんな感じに解説してみました。
多分、統計学を専門にやっておられる先生や学生さんからみたらハショリ過ぎの突っ込み所満載な解説だと思います。( ̄◇ ̄;)
でも一応この理解で僕自身が評価したり算出してきたデータも実績を積んでるし、大きく間違ってもいないので基本的な品質管理に用いる範疇では間違いはないと思うのでこの程度でご容赦ください
(ノシ=´ω`=)ノシ
でわ本日はこれにて!!⊂(・∀・)∂))バイバイ
ーーーーーーーーーーーーー
目次へ→
関連記事です(*・ω・*)b♪
・ヒストグラムと正規分布について
・ヒストグラムと正規分布Ⅱ
・正規分布の判断
・標準偏差
・標準偏差のまとめ1
自由度って
・工程能力指数
・工程能力指数と不良率
・Cp、Cpkから不良率算出


なぜさぼっていたかというと・・・Excelで作った資料や画像のブログへの挿入方法がわかりませんでした( p′︵‵。) そして・・・まだわかっていませんッ(((c=(゚ロ゚;qホワチャー
けどだからといっていつまでも更新しないのも如何なものかと思うので、文字だけで頑張ってみようと思います。 わかりづらい場合は、ダメ出しのコメントを下さい(傷つかない程度に優しい言葉でお願いします( p′︵‵。))
でわでわ標準偏差について!!(`・ω・´)ノ
仮に10000個の製品があったとして、その10000個の仕上がり寸法が大丈夫かどうかを把握したい場合には、平均と標準偏差(σ)を算出し、平均±(3×σ)を算出する事で、10000個全体の最小値(平均ー3σ)と最大値(平均+3σ)が推測され、これは実際にすべて測った時にこの推測範囲からはみ出すであろうものが0.3%程度だというのが前回のお話(*`σェ´*)フムフム
いや、そうじゃなくて、不良が発生しているのか?いないのか?この機械の加工精度はどの程度信頼していいの?って場合は工程能力指数といってCpとCpkという指数を導きます。
このときも標準偏差(σ)が使われます。
計算方法は・・・
Cp=(規格上限ー規格下限)÷(6×σ)
Cpk=Min((規格上限ー平均)÷(3×σ),(平均ー規格下限)÷(3×σ))
となります。(Cpkの方はExcelの計算式として書いてます(`・ω・´)ノ)
一般的にこの数値が1,333以上なら100万本作って不良は2本とかのレベルで信頼に足る品質と言われています。1.666を超えると申し分なし!! これでお客様や品質部隊から文句が出るのであればいじめでしかないですね。゚(゚´Д`゚)゚
基本的にはみなさん1.333以上を要求される事と思いますが、お客様によりけりなのでそこはご確認を!! 工程能力指数についてはまたまた詳しく説明しますが、ここでもやっぱ鍵になるのは標準偏差!!!
じゃあそもそも標準偏差ってなによ?というお話からしましょう(*・ω・*)b♪
一言で言えばバラツキをひとつの数値で表す為に平均化したもの。
じゃあバラツキって??? 下の表をみて下さい。
ある製品の仕上げ寸法を50㎜狙いで加工し、うち5個を測定した結果です。
個々のデータと5つの平均の差を算出したもの(つまりバラツキ)を偏差(へんさ)といいます。
データNo. データ 偏差
1 50 0
2 51 1
3 50 0
4 52 2
5 47 -3
平均 50 0
5個だからわかりやすいけど、これが100個もあったらいちいちみても意味わかんねーよΣ( ̄□ ̄;)
でも全体としておおよそどのくらいバラツキがあるのかはパッとわかりたいなぁ(*`σェ´*)
じゃぁ偏差の平均をみてみようぜぇ゚+。:.゚(*゚Д゚*)キタコレ゚.:。+゚
偏差の平均=(0+1+0+2+(−3))÷5=0
・・・・バラツキ=0???んなわけねぇだろッ( ´Д`)=○ )`ъ’)・:’.,
ってなります。 だって偏差は個々のデータから全部のデータの平均を引いたもの、合計した時点で0になって当たり前.....φ(・ω・*)
いやいや、じゃぁバラツキを1つの数字でみる事はできないの??って昔の人は賢いッ!! ここで諦めなかったすごい人が居たんですね゚+。:.゚(*゚Д゚*)キタコレ゚.:。+゚
ざっくり言うと符号がプラスだろうがマイナスだろうが、平均からそれだけズレている事に代わりはないんじゃね??ってことに気付かれたんです。(*・ω・*)b♪
データNo. データ 偏差
1 50 0
2 51 1
3 50 0
4 52 2
5 47 -3 ←この−(マイナス)をとっちまおうぜ!!
平均 50 0
なので偏差をすべて2乗します。
(理由は別にあるんですが、符号をとるためで納得された方が一旦はスムーズかと・・・ぶっちゃけ僕も完璧に説明できるほど理解できてなかったり|д・) ソォーッ…)
以下計算方法を箇条書きにしますので、一度Excelで検証してみて下さい。
1 全データの平均を算出。
2 個々のデータから平均を引いて偏差を算出。
3 個々の偏差を2乗した値を算出。
4 偏差の2乗を合計。
5 偏差の2乗の合計 ÷ (データ数−1)
※データ数から1を引く理由・・・抜きとったデータから大元の集団を予測する場合
平均を算出するのにも同様の事を行います。
これは自由度というものです。
気になる方は調べてみて下さい。
僕も機会があればクローズアップします。
6 2乗したのを元に戻すため平方根をとります。
Excelでは =sqrt(セル)で平方根できます。
※2乗を元に戻す理由・・・例えばデータの単位が㎜だった場合、
2乗しちゃってるのでここで
算出した数字の単位は㎟(平方ミリメートル)
になっちゃってます。
単位をそろえないと後々の±3σや
Cp、Cpkの計算に使えません。
7 6の値とExcelの標準偏差の計算 =Stdev(セル:セル)を比べてみて下さい。|д・) ソォーッ…
・・・おんなじでしょ?゚+。:.゚(*゚Д゚*)キタコレ゚.:。+゚
つまり標準偏差とはバラツキを平均化して、ひとつの数値で表したいけど、バラツキとは平均からのズレなので、単純に平均として数値を出せないฅ(´-ω-`)ฅ
なので、遠回しな計算を加えて算出してみましたぁ(*・ω・*)b♪的な話です。
そして偶然か、必然かこの標準偏差という数字は色んな事に使える便利なものだったという事。
その代表格が±3σや工程能力指数(Cp、Cpk)なんですね(*`σェ´*)フムフム
これは僕の経験則なんですけど、標準偏差については、Excelで一撃で計算できちゃうので、だいたいの文献やHPでは公式と文字による解説をしているんですけど、僕はさっぱりわかりませんでした。
ホントに理解するのに半年くらい掛かったかな?? あるときさっきの様な手計算の解説をしてる本に出会って、その数値を暗算できるくらい簡単な数字に置き換えて初めてピンと来たんです。(*・ω・*)b♪
でもこういう解説をしているHPはやっぱ未だになかったのであえてこんな感じに解説してみました。
多分、統計学を専門にやっておられる先生や学生さんからみたらハショリ過ぎの突っ込み所満載な解説だと思います。( ̄◇ ̄;)
でも一応この理解で僕自身が評価したり算出してきたデータも実績を積んでるし、大きく間違ってもいないので基本的な品質管理に用いる範疇では間違いはないと思うのでこの程度でご容赦ください
(ノシ=´ω`=)ノシ
でわ本日はこれにて!!⊂(・∀・)∂))バイバイ
ーーーーーーーーーーーーー
目次へ→
関連記事です(*・ω・*)b♪
・ヒストグラムと正規分布について
・ヒストグラムと正規分布Ⅱ
・正規分布の判断
・標準偏差
・標準偏差のまとめ1
自由度って
・工程能力指数
・工程能力指数と不良率
・Cp、Cpkから不良率算出
Excelで学ぶ統計解析入門 Excel2013/2010対応版
- 作者: 菅 民郎
- 出版社/メーカー: オーム社
- 発売日: 2013/09/04
- メディア: 単行本(ソフトカバー)
- 作者: 内田 学
- 出版社/メーカー: 東洋経済新報社
- 発売日: 2010/02/26
- メディア: 単行本(ソフトカバー)
統計学について( ´ ▽ ` )ノ [統計学]
さてさてようやく書き始めます( ̄Д ̄)ノ
ここでいう統計学ですが製造業で極々一般的に使われている程度のもので、
特に専門家的な物では無い事を始めにお伝えしておきます。m(__)m
基本的には四則演算(+−×÷)ができれば計算はokp(^_^)q
後は考え方ですね( ̄Д ̄)ノ
数学の延長上みたいなイメージが強いかとおもいますが実際、計算についてはほとんどExcelがやってくれるので、そこは難しくありません。(*・ω・*)b♪
問題は計算の意味を理解する事です。
例えば、品質統計において最もよく使われるであろう計算値は平均と標準偏差かな??
ここでは、品質の勉強をはじめたばかりの人に説明する事を前提に書いていきますね?(`・ω・´)ノ
先ず、今日がある量産品の記念すべき生産初日としましょう゚+。:.゚(*゚Д゚*)キタコレ゚.:。+゚
規格、標準書に乗っ取りチューニングし、QC工程表通り定期の抜き取り検査を経て、1日で10000個を生産しました。٩(ˊᗜˋ*)و
んで、、、この10000個ってイケてるの? 全部okなの??って誰かが言い出しました。
さてここで登場するのが、QC工程表で定められた定期の抜き取り検査のデータです(*・ω・*)b♪
なんとデータはn=100ありました。 そしてその中でNG品はひとつもありません。゚
+。:.゚(*゚Д゚*)キタコレ゚.:。+゚
じゃあこの100個はOKですね٩(ˊᗜˋ*)و さて、後9900個は? また誰かが言い出しました( p′︵‵。)
ここで残り9900個の合否を問う方法は二つ(*・ω・*)b♪
1・・・全部測れッ(((c=(゚ロ゚;qホワチャー (個人的にはこっちが趣味かも 笑)
2・・・100個の結果をもって統計的に推測する(*・ω・*)b♪
当然2の方が楽ですね 笑
本来はここで工程能力指数というのを求めるんですが、今回はも一歩手前の基礎勉強です。
平均値と標準偏差を算出します。
平均とは測定した全データ(ここでは100)のすべての合計をデータ数(100)で割返したものですね?(*・ω・*)b♪
標準偏差とは測定した全データのバラツキの平均とでも言えばいいでしょうか?
(標準偏差については、後日もっとクローズアップした説明をさせて頂きます)
標準偏差は別名σ(しぐま)とも言います。
さてここでひとつ定説です。(*・ω・*)b♪
平均と標準偏差を求めたとき、これらを算出する為に集めたデータ数(ここでは100個)がある条件を満たしていれば、抜き取りの元になったサンプル群(ここでは本日の生産品10000個)の最小値〜最大値と 集めたデータ(100個)の平均値ー(3×σ) 〜 平均値+(3×σ) は99.7%同一であるという事。
つまり、100個のデータを以て算出した、平均ー3σ〜平均+3σの範囲が規格交差と比較してどうかを確認する事で、本日生産した製品の一部から全体の結果を推測し品質保証する事が可能になるんですね(`・ω・´)ノ
ちなみに平均っていってますけど正しく算術平均って言うらしいです(*`σェ´*)フムフム
こちらExcelでは ”=average(セル:セル)”で入力して下さい。
標準偏差の方は、”=stdev(セル:セル)”です。
さて今日はさわりだけですので、標準偏差の意味や上記の赤字についてはざっくりとしか語っていませんがこちらは近々でもっと詳しい資料を以てご説明させて頂きます。.....φ(・ω・*)
先ずはここまでの計算について、これから品質保証をはじめられる方は、一度1000(2〜300でもいいと思いますが・・・)データ程度用意し、そこからランダムに100データを抽出・・・平均±3σが1000データの最大値と最小値に近似するかどうかを検証してみて下さい((φ(・Д´・ *)
では今日はこのへんで⊂(・∀・)∂))バイバイ
--------------------------------------
目次へ→
--------------------------------------

")
ここでいう統計学ですが製造業で極々一般的に使われている程度のもので、
特に専門家的な物では無い事を始めにお伝えしておきます。m(__)m
基本的には四則演算(+−×÷)ができれば計算はokp(^_^)q
後は考え方ですね( ̄Д ̄)ノ
数学の延長上みたいなイメージが強いかとおもいますが実際、計算についてはほとんどExcelがやってくれるので、そこは難しくありません。(*・ω・*)b♪
問題は計算の意味を理解する事です。
例えば、品質統計において最もよく使われるであろう計算値は平均と標準偏差かな??
ここでは、品質の勉強をはじめたばかりの人に説明する事を前提に書いていきますね?(`・ω・´)ノ
先ず、今日がある量産品の記念すべき生産初日としましょう゚+。:.゚(*゚Д゚*)キタコレ゚.:。+゚
規格、標準書に乗っ取りチューニングし、QC工程表通り定期の抜き取り検査を経て、1日で10000個を生産しました。٩(ˊᗜˋ*)و
んで、、、この10000個ってイケてるの? 全部okなの??って誰かが言い出しました。
さてここで登場するのが、QC工程表で定められた定期の抜き取り検査のデータです(*・ω・*)b♪
なんとデータはn=100ありました。 そしてその中でNG品はひとつもありません。゚
+。:.゚(*゚Д゚*)キタコレ゚.:。+゚
じゃあこの100個はOKですね٩(ˊᗜˋ*)و さて、後9900個は? また誰かが言い出しました( p′︵‵。)
ここで残り9900個の合否を問う方法は二つ(*・ω・*)b♪
1・・・全部測れッ(((c=(゚ロ゚;qホワチャー (個人的にはこっちが趣味かも 笑)
2・・・100個の結果をもって統計的に推測する(*・ω・*)b♪
当然2の方が楽ですね 笑
本来はここで工程能力指数というのを求めるんですが、今回はも一歩手前の基礎勉強です。
平均値と標準偏差を算出します。
平均とは測定した全データ(ここでは100)のすべての合計をデータ数(100)で割返したものですね?(*・ω・*)b♪
標準偏差とは測定した全データのバラツキの平均とでも言えばいいでしょうか?
(標準偏差については、後日もっとクローズアップした説明をさせて頂きます)
標準偏差は別名σ(しぐま)とも言います。
さてここでひとつ定説です。(*・ω・*)b♪
平均と標準偏差を求めたとき、これらを算出する為に集めたデータ数(ここでは100個)がある条件を満たしていれば、抜き取りの元になったサンプル群(ここでは本日の生産品10000個)の最小値〜最大値と 集めたデータ(100個)の平均値ー(3×σ) 〜 平均値+(3×σ) は99.7%同一であるという事。
つまり、100個のデータを以て算出した、平均ー3σ〜平均+3σの範囲が規格交差と比較してどうかを確認する事で、本日生産した製品の一部から全体の結果を推測し品質保証する事が可能になるんですね(`・ω・´)ノ
ちなみに平均っていってますけど正しく算術平均って言うらしいです(*`σェ´*)フムフム
こちらExcelでは ”=average(セル:セル)”で入力して下さい。
標準偏差の方は、”=stdev(セル:セル)”です。
さて今日はさわりだけですので、標準偏差の意味や上記の赤字についてはざっくりとしか語っていませんがこちらは近々でもっと詳しい資料を以てご説明させて頂きます。.....φ(・ω・*)
先ずはここまでの計算について、これから品質保証をはじめられる方は、一度1000(2〜300でもいいと思いますが・・・)データ程度用意し、そこからランダムに100データを抽出・・・平均±3σが1000データの最大値と最小値に近似するかどうかを検証してみて下さい((φ(・Д´・ *)
では今日はこのへんで⊂(・∀・)∂))バイバイ
--------------------------------------
目次へ→
--------------------------------------
- 作者: 高橋 信
- 出版社/メーカー: オーム社
- 発売日: 2004/07
- メディア: 単行本
マンガでわかる統計学 素朴な疑問からゆる~く解説 (サイエンス・アイ新書)
- 作者: 大上 丈彦
- 出版社/メーカー: ソフトバンククリエイティブ
- 発売日: 2012/01/19
- メディア: 新書



