製造規格を設定しよう(`・ω・´)ノ [統計学]
製品の寸法なんかは基本的にお客様からの支給や設計者の書いた図面に「規格」として指示されているのが一般的だろうと思います(`・ω・´)ノ
この考え方は僕がモノ作りの師匠から教わったものなので、一般論とマッチするかどうかはわかりませんが、図面に記載された規格を「検査規格」だとします。ものの寸法には必ず、「製造のバラツキ」「測定のバラツキ」・・・など複数のバラツキがあるので、抜き取り検査で単純に規格の上限だと全数検査したときには、NG値が混入しているのではないかと疑うのが普通でしょう(*`σェ´*)
では、抜き取り検査でどの程度の数値であれば、OKといえるのか?
それを「製造規格」として設定し、工程内検査での判断基準とするのが妥当ではないでしょうか(`・ω・´)ノ
では製造規格の計算の仕方についてです(*・ω・*)b♪
①先ずは工程能力指数を求めましょう。
USL〔規格上限〕=10
CL〔規格中心〕=9
LSL〔規格下限〕=8
データ平均値=8.9
標準偏差=0.187
だったとします。 このとき、工程能力指数Cpkは・・・
なのでエクセルで求めるとすると、、、
となり、Cpk=1.604と出ました。
長優秀ですね(*・ω・*)b♪
→Cpkのところがよくわからない人は目次から工程能力指数に関していくつかの記事を参照してください。 ―目次です。-
②次に求められたCpkがどの程度まで低下しても許容できるかを検討しましょう(`・ω・´)ノ
求められた工程能力指数Cpkは1.604ととても優秀でした。
一般論では1.33~1.67が十分な能力と言われていますし、お客様との品質の取り交わしで、
AQLなどを決めている場合、仮にAQL0.3%以下の場合、Cpk1.0がこのAQL0.3%の境界線になります。
ここでは、例として1.33としましょう。
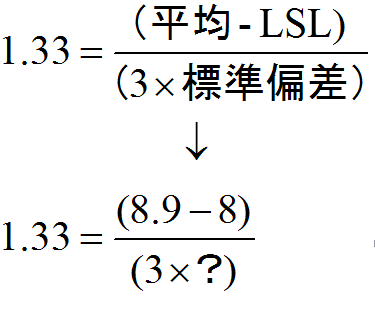
③②で許容できるCpkを1.33と決めたので、①の式のCpkのとこに1.33を代入して、
標準偏差を?としてみましょう(`・ω・´)ノ
平均値は規格中心より下限側にあったので、公式の後ろ半分、(平均-LSL・・・の部分だけ考えればOK♪
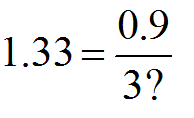
そうすると、、、
となり、これを計算していくと、
最後に、、、
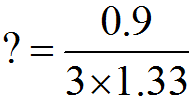
となります。つまり ?とした標準偏差は0.226となります(`・ω・´)ノ
④③で得たCpk1.33のときの標準偏差から平均値±3σを計算しようv(。・ω・。)ィェィ♪
これは単純、初期評価で得られた平均値8.9に③で得た標準偏差×3を足し引きして、
データの分布範囲を推測します。
そうすると、、、

となり、この+3σが製造規格の上限、-3σが下限となります。(`・ω・´)ノ
この規格から外れると言うことは、②で検討した工程能力指数を下回っている可能性があると言うことで何らかの処置を講じる必要があると言うことになりますが、Cpkの部分を1.33など高い数値にしおいたり、お客様との取り交わしの範疇に設定しておくことで、あくまで社内的な処置だけで納めることが可能となり、外部に迷惑を掛けたりすることなく、早期に処理を図れるようになると言うことですv(。・ω・。)ィェィ♪
これにて僕なり(師匠の受け売り)の製造規格の算出と設定は完了ドモヽ(´Д` ) ( ´Д`)ノドモ
役に立ちそうでしたら是非みなさんの現場でも実践してみてくださいm(_ _)m
でわでわ本日はこれにて⊂(・∀・)∂))バイバイ
-----------------------------------------------------
目次へ→
-----------------------------------------------------




コメント 0