工程能力指数(*`σェ´*) [統計学]
さて、今日は工程能力指数についてのお話を少し詳しく(`・ω・´)ノ
品質管理や品質保証をやる人なら耳にしたことある言葉ですよね?
要はその工程の製造精度が規格に対してどの程度の実力を持っているか?という数字.....φ(・ω・*)
CpとCpkがあります(*・ω・*)b♪
まずはどんなものかってイメージが大切ということで・・・
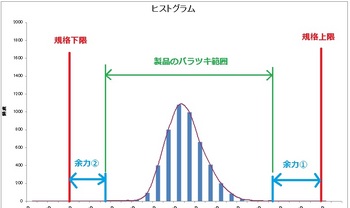
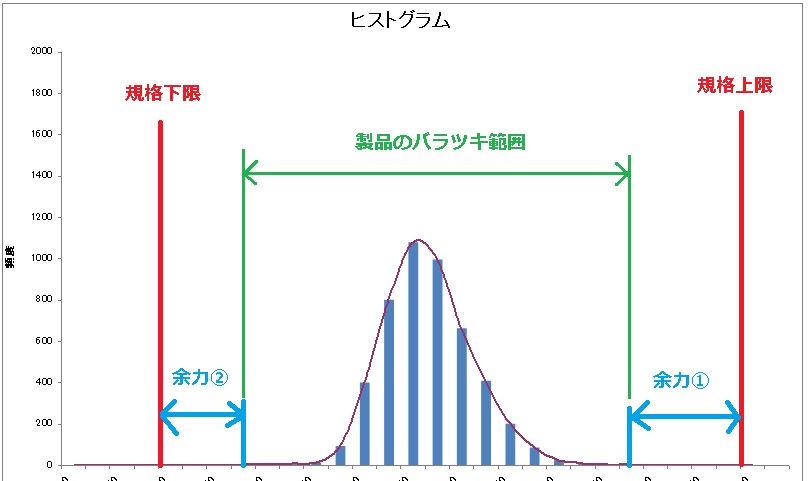
あるデータのヒストグラムです。
ヒストグラムが何なのかについてはこちら↓をご覧ください。
赤線が規格の上限と下限、それに対し緑線が工程のバラツキ範囲。
そして水色線がバラツキ範囲と規格線の隙間・・・つまり余力です(*・ω・*)b♪
当然この隙間が大きいほど不良が発生しにくいということは感覚的にわかることですが、じゃあそこんとこ完全に信用していい隙間の広さってどのくらいなの?このデータからみてこの程度隙間あいてるのは良しとしていいレベルなの??
ってところを数値化したのが工程能力指数です(*・ω・*)b♪
Cpとは規格の幅を製品のバラツキの幅で割り返したものです(`・ω・´)ノ
製品のバラツキの幅は6σ・・・つまり標準偏差の6倍です。
エクセルでの標準偏差の計算式は「=STDEV(セル:セル)」です。
つまりσ=STDEV(セル:セル)を求め、
Cp=(規格上限-規格下限)/(6*σ) という式になります。
ちなみに文献では規格上限を「USL」、下限を「LSL」と表記しているものもあります.....φ(・ω・*)カキカキ
これで得られた値がバラツキから見た隙間の広さを数値化したものです。
数値が大きければ大きいほど優秀ってことですね(`・ω・´)ノ
んでCpはわかったけどCpkって??ってところですが、もう一度このグラフを見てくださいv(。・ω・。)ィェィ♪
ちょっとわかりにくいですが、青線の余力①と余力②の広さは全く同じでしょうか??
そうです、余力②の方がちょっと狭いんですよね?
製造現場において、製品寸法の平均値が規格の真ん中にどんぴしゃで重なっていることなんてまずありえなくて、常に上限か下限のどちらかにわずかでもシフトしているはず(`・ω・´)ノ
Cpの計算は単に規格の広さ÷バラツキ範囲の広さという計算をしているだけでこのことを全く加味していないんですΣ(°□°)⊃------マジッ
Cpkはこれを加味しているんですね。
計算式は・・・
ここで出てくる「K」は偏り係数・・・つまり規格の真ん中から平均値がずれていることを前提にそのズレを算出する値です( ̄Д ̄)ノ
そのKをまず算出する必要があるので計算式を・・・

・・・はい、意味わかりません(´∀`*)ウフフ
僕中学校以降、大学まで一番嫌いな科目は数学でした☆
なのでこんな式意味わかりません状態でした。こんな計算式クソ食らえです(*^ワ^*)
でも必要なことだから必死に解こうとしてたんですがね、調べて句とエクセルでこれを簡単に算出する方法を知りましたv(。・ω・。)ィェィ♪
それがこちら↓

ここで出てくる「μ」という記号は平均値のことです。
なのであらかじめ、平均を算出しておきましょう。エクセルでの計算式は「=AVERAGE(セル:セル)」ですね(`・ω・´)ノ
んで上の公式の=から右側をμのところだけ平均値に変えてそのまま入力してもらえればCpkが算出されます(*・ω・*)b♪
ちなみに「=Min( , )」もエクセルの計算式のひとつ。
なにを計算しているかというと・・・
1、、、(規格上限-平均値)/(3*σ)
2、、、(平均値-規格下限)/(3*σ)
を求めて1と2のより小さい方・・・つまり上下それぞれの規格線に対し、より小さい隙間がどっちかを見て算出しているんです。
σに掛ける数値が6じゃなくて3なのも、バラツキの平均値を中心にそれぞれ規格上限までと規格下限までの距離を別々に見に行ってるから・・・全体だと6σ、半分だと3σって話ですね(*`σェ´*)フムフム
さてこんな感じでCpkってのは現実としてデータの平均値は規格の中心とイコールではないという前提で真の実力を見に行ってる数値ということです(`・ω・´)ノ
じゃあCpってあんまり使えない数値なんだね( ̄Д ̄)ノ
ってお話ではありませんよ?CpもCpkもどちらも大切です。
まぁ簡単にいうと
Cpkというのは加工狙い値などのチューニング誤差まで含んだ現実的な実力値(`・ω・´)ノ
Cpというのは仮に加工狙い値と規格中心が重なるまでチューニングすればここまでの実力を発揮できるという値(*・ω・*)b♪
だと僕は解釈しています(*`σェ´*)フムフム
つまり、まずCpをみて工程能力指数が根本的に足りるかどうかを判断!
ここで足りなきゃ即改善!足りてりゃCpkを見る!!
Cpkだけが足りないならチューニングだけで何とかなるかも知れないってことですv(。・ω・。)ィェィ♪
ちなみに工程能力指数がいくらだったらどうなのってお話ですがその判断基準は一般的に・・・
Cp(またはCpk)≧1.67・・・十分すぎる能力。
バラツキが多少大きくなっても心配なく、
管理の簡素化を検討してもよいレベル。
1.67>Cp(Cpk)≧1.33・・・十分な能力。
この状態を維持するべき。
1.33>Cp(Cpk)≧1.00・・・十分とはいえないがまずまず。
1.00に近づくと不良発生の可能性があるので、
しっかり管理し、必要に応じて処置する。
1.00>Cp(Cpk)≧0.67・・・能力不足。
不良品が発生していることが予想される。
全数検査による製品の選別と改善処置が必要。
0.67>Cp(Cpk)・・・・・・・・工程能力が非常に不足している。
品質を満足できる状態ではなく、原因の究明と改善対策を
緊急的に行う必要がある。
または規格の再検討を行う。
ということです(*`σェ´*)フムフム
さて、普段抜取検査だけで管理している工程はありませんか?
一度n数を集めてCp・Cpkを算出されてはいかがでしょうか?
PS
工程能力指数もデータが正規分布に帰属することを前提としています(`・ω・´)ノ
なのでヒストグラムや歪度や尖度の確認もしっかり行ってください。
それでは本日もお付き合いいただきありがとうございました⊂(・∀・)∂))バイバイ
------------------------------------
目次へ→
------------------------------------
品質管理や品質保証をやる人なら耳にしたことある言葉ですよね?
要はその工程の製造精度が規格に対してどの程度の実力を持っているか?という数字.....φ(・ω・*)
CpとCpkがあります(*・ω・*)b♪
まずはどんなものかってイメージが大切ということで・・・
あるデータのヒストグラムです。
ヒストグラムが何なのかについてはこちら↓をご覧ください。
赤線が規格の上限と下限、それに対し緑線が工程のバラツキ範囲。
そして水色線がバラツキ範囲と規格線の隙間・・・つまり余力です(*・ω・*)b♪
当然この隙間が大きいほど不良が発生しにくいということは感覚的にわかることですが、じゃあそこんとこ完全に信用していい隙間の広さってどのくらいなの?このデータからみてこの程度隙間あいてるのは良しとしていいレベルなの??
ってところを数値化したのが工程能力指数です(*・ω・*)b♪
Cpとは規格の幅を製品のバラツキの幅で割り返したものです(`・ω・´)ノ
製品のバラツキの幅は6σ・・・つまり標準偏差の6倍です。
エクセルでの標準偏差の計算式は「=STDEV(セル:セル)」です。
つまりσ=STDEV(セル:セル)を求め、
Cp=(規格上限-規格下限)/(6*σ) という式になります。
ちなみに文献では規格上限を「USL」、下限を「LSL」と表記しているものもあります.....φ(・ω・*)カキカキ
これで得られた値がバラツキから見た隙間の広さを数値化したものです。
数値が大きければ大きいほど優秀ってことですね(`・ω・´)ノ
んでCpはわかったけどCpkって??ってところですが、もう一度このグラフを見てくださいv(。・ω・。)ィェィ♪
ちょっとわかりにくいですが、青線の余力①と余力②の広さは全く同じでしょうか??
そうです、余力②の方がちょっと狭いんですよね?
製造現場において、製品寸法の平均値が規格の真ん中にどんぴしゃで重なっていることなんてまずありえなくて、常に上限か下限のどちらかにわずかでもシフトしているはず(`・ω・´)ノ
Cpの計算は単に規格の広さ÷バラツキ範囲の広さという計算をしているだけでこのことを全く加味していないんですΣ(°□°)⊃------マジッ
Cpkはこれを加味しているんですね。
計算式は・・・
ここで出てくる「K」は偏り係数・・・つまり規格の真ん中から平均値がずれていることを前提にそのズレを算出する値です( ̄Д ̄)ノ
そのKをまず算出する必要があるので計算式を・・・

・・・はい、意味わかりません(´∀`*)ウフフ
僕中学校以降、大学まで一番嫌いな科目は数学でした☆
なのでこんな式意味わかりません状態でした。こんな計算式クソ食らえです(*^ワ^*)
でも必要なことだから必死に解こうとしてたんですがね、調べて句とエクセルでこれを簡単に算出する方法を知りましたv(。・ω・。)ィェィ♪
それがこちら↓

ここで出てくる「μ」という記号は平均値のことです。
なのであらかじめ、平均を算出しておきましょう。エクセルでの計算式は「=AVERAGE(セル:セル)」ですね(`・ω・´)ノ
んで上の公式の=から右側をμのところだけ平均値に変えてそのまま入力してもらえればCpkが算出されます(*・ω・*)b♪
ちなみに「=Min( , )」もエクセルの計算式のひとつ。
なにを計算しているかというと・・・
1、、、(規格上限-平均値)/(3*σ)
2、、、(平均値-規格下限)/(3*σ)
を求めて1と2のより小さい方・・・つまり上下それぞれの規格線に対し、より小さい隙間がどっちかを見て算出しているんです。
σに掛ける数値が6じゃなくて3なのも、バラツキの平均値を中心にそれぞれ規格上限までと規格下限までの距離を別々に見に行ってるから・・・全体だと6σ、半分だと3σって話ですね(*`σェ´*)フムフム
さてこんな感じでCpkってのは現実としてデータの平均値は規格の中心とイコールではないという前提で真の実力を見に行ってる数値ということです(`・ω・´)ノ
じゃあCpってあんまり使えない数値なんだね( ̄Д ̄)ノ
ってお話ではありませんよ?CpもCpkもどちらも大切です。
まぁ簡単にいうと
Cpkというのは加工狙い値などのチューニング誤差まで含んだ現実的な実力値(`・ω・´)ノ
Cpというのは仮に加工狙い値と規格中心が重なるまでチューニングすればここまでの実力を発揮できるという値(*・ω・*)b♪
だと僕は解釈しています(*`σェ´*)フムフム
つまり、まずCpをみて工程能力指数が根本的に足りるかどうかを判断!
ここで足りなきゃ即改善!足りてりゃCpkを見る!!
Cpkだけが足りないならチューニングだけで何とかなるかも知れないってことですv(。・ω・。)ィェィ♪
ちなみに工程能力指数がいくらだったらどうなのってお話ですがその判断基準は一般的に・・・
Cp(またはCpk)≧1.67・・・十分すぎる能力。
バラツキが多少大きくなっても心配なく、
管理の簡素化を検討してもよいレベル。
1.67>Cp(Cpk)≧1.33・・・十分な能力。
この状態を維持するべき。
1.33>Cp(Cpk)≧1.00・・・十分とはいえないがまずまず。
1.00に近づくと不良発生の可能性があるので、
しっかり管理し、必要に応じて処置する。
1.00>Cp(Cpk)≧0.67・・・能力不足。
不良品が発生していることが予想される。
全数検査による製品の選別と改善処置が必要。
0.67>Cp(Cpk)・・・・・・・・工程能力が非常に不足している。
品質を満足できる状態ではなく、原因の究明と改善対策を
緊急的に行う必要がある。
または規格の再検討を行う。
ということです(*`σェ´*)フムフム
さて、普段抜取検査だけで管理している工程はありませんか?
一度n数を集めてCp・Cpkを算出されてはいかがでしょうか?
PS
工程能力指数もデータが正規分布に帰属することを前提としています(`・ω・´)ノ
なのでヒストグラムや歪度や尖度の確認もしっかり行ってください。
それでは本日もお付き合いいただきありがとうございました⊂(・∀・)∂))バイバイ
------------------------------------
目次へ→
------------------------------------




とても分かりやすくすんなり理解できました!
ありがとうございます!
by miku (2015-03-05 23:16)
数ヶ月にブログをあけて見れば・・・
お褒めのコメントいただきありがとうございますm(_ _)m
また時間を作って統計ネタ書いてみようという気持ちになってきました。
by ゆーノッポ (2015-04-05 18:46)
とてもわかりやすかったです。
ありがとうございました。
工程能力指数を理解した上で社内でプレゼンをしなければいけなかったのですが、
本当に助かりました。
by よしき (2015-12-20 14:55)
Best Prices For Prescription Viagra <a href=http://cialiorder.com>cheap cialis</a> Coр“в»t Priligy Ordonnance Cialis Viagra
by ThaArgunc (2018-02-19 15:48)